
Самодельный разметочный рейсмус. 8 вариантов изготовления.
Ручной инструмент в столярной мастерской никто не отменял и один из важных инструментов является разметочный рейсмус. Вещь надежная и практичная. Понятное дело, что сейчас можно спокойно купить любой инструмент, но это не всегда выгодно, когда балансируешь между ценой и качеством. Вполне можно изготовить рейсмус у себя в мастерской.
Вот 8 вариантов различных рейсмусов как источник идей для полёта фантазии и обретения опыта:
Разметочный рейсмус от Юрия Раевского
Сделан из обрезков вяза. Как пишет автор — это оказалось несложно сделать своими руками. Для фиксации колодки используется латунный винт с врезной гайкой. Для предотвращения заминов от винта на штанге сделана латунная пластина, которая закреплена в проушине колодки. В качестве разметочного органа использована пилка для лобзика. Покрытие: тиковое масло.
Видео с канала Юрия Раевского
Изготовление разметочного рейсмуса от Михаила Рэбитатора
Корпус (колодка) рейсмуса сделана из дуба, рейки — из ореха. Для зажима используется дюралевая шайба с мебельным болтом и барашком. Всё это из того, что найдено в мастерской, т.е. специально не приобреталось.
Видео с канала «HeARTwood»
Криволинейный ручной рейсмус от «Voxa 54»
Конструкция этого рейсмуса кардинально отличается от классической. Такой рейсмус позволяет вести разметку по криволинейным поверхностям за счет замены опорной колодки на подшипник. В качестве разметочного органа здесь применен карандаш.
Видео с канала «Voxa 54»
Первоначальная версия со струбцинкой в качестве зажима
Доработка с линейкой и ползуном для карандаша
Столярный рейсмус-циркуль для разметки заготовок от «Древо Woodwork»
В данном случае предложено усовершенствование описанного выше криволинейного разметочного рейсмуса таким образом, что его стало возможно использовать еще и как циркуль.
Видео с канала «Древо Woodwork»
Самодельный разметочный рейсмус от Сергея Петреева
Разметочный рейсмус из ясеня выполнен приближенным к классической технологии с аккуратной и красивой отделкой.
Видео с канала «ТРУДЫ Мастеров»
Как сделать разметочный рейсмус за 5 минут от Сергей Сергеича
Вариант «на скорую руку», на случай, когда надо «прямо сейчас». Конечно, он не прослужит десятилетия, но для решения текущих задач можно рассматривать и такой вариант.
Видео с канала «Сергей Сергеич»
Рейсмус из металлических деталей от Ильи Гончара
Пример изготовления разметочного рейсмуса полностью из металла. Разметочный нож вытачивался из клапана от двигателя тепловоза, опорная «площадка» выполнена из бронзовой заглушки. В качестве штанги использована направляющая от старого принтера.
Видео с канала Ильи Гончара
Самодельный разметочный рейсмус на основе рейлинговой трубы от «AlfFisher»
Как оказывается, очень удобно использовать для штанги рейсмуса рейлинговую трубку. За счет никелированного покрытия она хорошо скользит в пазу каретки. С другой стороны в ней удобно монтировать зажимные винты для ножей или карандаша.
Видео с канала AlfFisher
1 Часть: Устройство рейсмуса на основе рейлинговой трубы
2 Часть: Дополнительный функционал рейсмуса на основе рейлинговой трубы
Разметочный столярный рейсмус своими руками

За один вечер можно превратить несколько обрезков в аккуратный и удобный рейсмус, которым очень просто пользоваться.
Трудно найти другой разметочный инструмент, с помощью которого удавалось бы с неизменной точностью получать четкие линии. Проверенный веками рейсмус, состоящий из штанги, подвижной колодки, которая фиксируется небольшим клинышком, и иглы, называемой царапкой, очень быстро настраивается. Как пользоваться этим инструментом, описано в разделе «Разметка рейсмусом».
При изготовлении такого рейсмуса сначала сделайте штангу, острогав деревянный брусок до указанных на рисунке внизу размеров. Чтобы верхняя грань была выпуклой, закрепите в цанге фрезера, установленного в стол, фрезу для скруглений радиусом 13 мм и сделайте частичные скругления, используя только часть профиля фрезы. Затем просверлите у одного из концов штанги отверстие для царапки, которую можно изготовить из тонкого гвоздя. Для этого вставьте в отверстие гвоздь так, чтобы его острие выступало снизу примерно на 3 мм, и удалите шляпку, оставив сверху также около 3 мм. Напильником с мелкой насечкой или надфилем заточите оба конца царапки.

Для изготовления клина наклейте контурный шаблон на 16-миллиметровую дощечку (направление волокон должно быть продольным, а заготовка с большим припуском обеспечит безопасность при формировании клина). Ленточной пилой выпилите клин по контуру и гладко отшлифуйте, чтобы он легко скользил в просвете между колодкой и штангой.
Чтобы сделать колодку, сначала выпилите ее по контуру, используя наклеенный шаблон. Затем просверлите сквозное отверстие диаметром 19 мм в указанном месте. С помощью стамески, плоского и полукруглого напильников обработайте отверстие, придавая ему форму в соответствии с сечениями штанги и клина. Обратите внимание, что один край отверстия скошен под углом. Чаще проверяйте результат, вставляя в отверстие клин и штангу.
Чтобы защитить древесину, нанесите пару слоев масляного отделочного средства.
Разметка рейсмусом
Для разметки соединений или распилов нет ничего лучше простого, но аккуратного рейсмуса. Чтобы познакомить вас с приемами работы, мы проконсультировались у известного мастера Фрэнка Клауса. Он показал, как можно добиться максимума от этого нехитрого разметочного инструмента.
Чем полезен рейсмус
С помощью рейсмуса можно размечать линии параллельно краю детали как вдоль, так и поперек волокон. Одно из преимуществ рейсмуса перед карандашом заключается в наличии иглы-царапки, которую Фрэнк остро затачивает в форме косого ножа, оставляющего очень тонкие, но четкие нестирающиеся линии, и надрезающего древесные волокна, предупреждая появление сколов при работе стамеской и пилении. Вот несколько примеров использования рейсмуса:
■ разметка середины доски для роспуска;
■ разметка кромки доски для фугования;
■ разметка соединений, например «ласточкиного хвоста» или шипа с гнездом.
Конструкция рейсмуса
Простой рейсмус состоит из четырех деталей: штанги длиной 200-300 мм, колодки, фиксатора и иглы-царапки (рис. 1). Колодка передвигается вдоль штанги, что позволяет менять расстояние от нее до царапки, и ее положение фиксируется с помощью винтового или клинового зажима. В некоторых рейсмусах игла- царапка вынимается, если нужна заточка или замена. Штанга может иметь измерительную шкалу, с помощью которой удается настроить рейсмус на требуемый размер, не прибегая к измерениям.

Одна из разновидностей — так называемый гнездовой рейсмус (фото внизу) — имеет одну иглу-царапку для обычной разметки параллельных линий и дополнительную пару игл на противоположной стороне штанги для разметки гнезд. Одна из этих игл зафиксирована неподвижно, а другая перемещается по штанге для настройки ширины гнезда.

Точность на кончике иглы
Чтобы рейсмус работал правильно, объясняет Фрэнк, сосредоточьте внимание на самой маленькой детали-царапке. Убедитесь, что она имеет правильную форму, вылет и установлена под нужным углом.
- Форма. Часто новые иглы-царапки имеют коническое острие, которое разрывает древесные волокна, а не перерезает их. Заточите кончик царапки с двух сторон для получения острой режущей кромки (рис. 1а).

- Вылет. Для лучшего контроля устанавливайте царапку с минимальным вылетом из штанги (около 1,5 мм).
- Угол. Так как обычно рейсмус ведут вдоль кромки доски по направлению к себе, установите режущую кромку иглы под углом около 5° относительно колодки (рис. 1b). Тогда царапка при разметке будет автоматически прижимать колодку к кромке доски.
Обработка древесины
Мы приводим описание основных видов обработки древесины, а также характеристики оборудования. Машины, используемые в процессе устройства полов, могут быть как отечественного, так и зарубежного производства (итальянские, германские, шведские). Однако импортное оборудование — слишком дорогостоящее приобретение, к тому же оно эксплуатируется, как правило, в изготовлении и укладке паркетных покрытий фирмой-производителем (на заказ). В этом случае ваше личное участие в процессе исключается, так как вы просто оплачиваете полное обслуживание. Информация о новинках на рынке плотницких и столярных инструментов в достаточном объеме содержится в справочных и периодических изданиях. Там обычно приводится и инструкция по применению инструментов. При небольшом объеме работ обычно применяются машины отечественного образца, а инструменты — иногда и собственного изготовления. Именно на такой вид работ и рассчитаны наши рекомендации.
Разметка
Чтобы при резании древесины получилось как можно меньше отходов, иными словами, для эффективного и экономного использования материала нужна точность измерений. Прежде чем приступать к разметке материалов (доски, ДВП, ДСП, фанера), следует четко представлять план их размещения. Составьте чертеж настилки полов. Затем можно начать разметку заготовок. Обязательно оставляйте припуск на предстоящую обработку.

Рис. 3. Приборы для разметки древесины:
1 — рулетка, 2 — складной метр, 3 — рейсмус, 4 — уровень, 5 — угольник-центроискатель (1 — цилиндр, 2 — линейка, 3 — скрепляющая планка, 4 — угольник), 6 — деревянная малка; 7 — отволока, 8 — метр-рулетка, 9 — уровень с отвесом (5 — отвес), 10 — скоба, 11 — ерунок, 12 — нутромер, 13 — циркуль, 14 — металлическая малка, 15 — угольник
На рисунке показаны инструменты для разметки лесоматериалов (некоторые из них потребуются и в выполнении других отделочных работ). С помощью рулетки делают линейные измерения и черновую разметку материала. Складной метр бывает деревянный и металлический: не рекомендуется пользоваться портновским метром, поскольку он растягивается. Складным метром измеряют заготовки как по длине, так и по толщине.
Для более точных измерений, в частности, применяется ерунок (углы в 45° и 135°). Малка предназначена для замерки, а также перенесения углов с чертежа на деталь. Линейка соединяется с колодкой с помощью шарнира. Рейсмус используют в разметке параллельных линий. Он представляет собой две колодки с выдвижными брусками. На их концах расположены шпильки из металла для нанесения рисок. Прижав рейсмус к граням заготовки, его перемещают, нанося линию, параллельную кромке заготовки. Затем, пропустив край бруска за колодку, вы устанавливаете необходимый размер. Линию разметки чертят шпилькой.
С помощью циркуля на изделие переносятся размеры и чертятся окружности. Для измерения же внутренних диаметров применяют нутромер. Угольником выверяют и размечают углы в 90°. Уровень необходим для проверки горизонтального, а также вертикального расположения поверхностей. Отвес используется для проверки вертикальности конструкций. Для энтузиастов, которые не смущаются привносить новшества в используемый инструмент, причем своими руками, приводим советы народного мастера В. М. Сафроненко:
С шаблоном работать легче
Для более быстрой и точной разметки рекомендуется использовать шаблоны (рис. 4), представляющие собой различные по размерам и форме заготовки из древесины, фанеры, пластика, листового металла (стали, дюраля, латуни) с нанесенными на них точными размерами. Такие шаблоны можно изготовить самому. При их изготовлении следует учесть необходимость плотной посадки.

Рис. 4. Шаблоны:
а — для разметки шипом, б — для разметки «в ласточкин хвост»: 1 — чертилка, 2 — заготовка, 3 — шаблон
Рейсмус можно совершенствовать
Рейсмус с круглыми палочками, выпускаемый промышленностью, неудобен, так как при наладке каждый раз приходится поворачивать их в соответствии с осью колодки. Также неудобна и поперечная заклинка, мала колодка. Если все же воспользоваться таким рейсмусом, то следует заменить палочки на квадратные (лучше всего из рябины), разделав стамеской круглое отверстие на квадратное. Более удобен рейсмус с продольным клинком. К прижимной плоскости колодки рекомендуется привинтить латунную пластинку. При изготовлении новой колодки рейсмуса целесообразно просверлить отверстия под планки на механическом станке. Это обеспечит их строгую параллельность. Царапки лучше выполнить из винтов, закрепив их в заранее просверленные отверстия с небольшим натягом. Конец винта обрабатывают на призму ножевидно с небольшим округлением. Это позволяет получить четкие риски без разрыва волокон, что случается при царапках, выполненных из гвоздей.
Простой и удобный рейсмус можно сделать самому
Простой рейсмус с переменными размерами разметки можно сделать из бруска твердой древесины и шурупов, которые вворачивают в торец бруска (рис. 5, а) и с помощью линейки устанавливают расстояние, необходимое для нанесения риски. При разметке параллельные линии можно наносить и с помощью угольника: в нем сверлят отверстия возле определенных отметок, вставляют карандаш и, перемещая угольник, делают разметку.

Рис. 5. Рейсмусы:
а — самодельные рейсмусы, б — самодельный рейсмус для разметки горизонтальных и близких к ним линий
Для разметки параллельных горизонтальных или близких к ним линий удобен самодельный рейсмус, изготовленный в соответствии с рис. 5, б.
Проверка деревянного угольника
При обработке древесины применяются деревянные угольники и угольники с металлической линейкой — пером. Угольник с металлическим пером после проверки может быть пущен в дело. Деревянные угольники после покупки нужно просушить в течение 2—3 мес. в комнате и проверить. Проверяют вначале внешний угол деревянного угольника, приставляя его внешний угол к внешнему углу металлического угольника. Обнаруженные у деревянного угольника выступы притирают шлифовальной шкуркой. Для проверки внутреннего угла деревянный угольник прикладывают этим углом к внешнему углу металлического угольника, а между соприкасающимися поверхностями помещают копировальную бумагу, которая окрасит выступающие неровности внутреннего угла. Затем эти неровности притирают шлифовальной шкуркой средней зернистости.
Время от времени деревянные угольники следует проверять, для чего можно воспользоваться упрощенным способом. Нанесите на бумагу или доску основную прямую линию и, приставив к ее середине угольник, проведите перпендикулярную линию. Затем переверните угольник и приставьте к середине основной линии с другой стороны — угольник должен совпасть с ранее нанесенной перпендикулярной линией.
Для разных по размеру деталей необходимо иметь два-три угольника разного размера со сторонами 30, 20 и 10 см. Обычно мастера изготавливают угольники сами, для прочности оклеив по кромке рейкой из темного твердого дерева — получается красивый и надежный инструмент. Лучшая древесина для угольника — клен, для рейки — мореный граб. Слесарные угольники (металлические) хотя и очень точны, но тяжелы, а поэтому неудобны. Неприятно к легкой детали прикладывать измерительный инструмент намного более тяжелый. Все же следует иметь один такой угольник с пером 15—20 см для проверочных работ.
Чтобы шкала на линейке была четкой
На металлической линейке часто стирается шкала делений. Чтобы избежать этого, обработанное ацетоном полотно линейки окрасьте белой или красной нитрокраской, после чего протрите линейку тканью. С полотна линейки краска снимется, а в углублениях цифр и рисок останется. Так вы получите четкую шкалу делений.
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
Портативный рейсмус в домашней мастерской и всё, на что он способен
Для чего нужен рейсмусовый станок?

Основная функция этого станка — простругивание досок в размер по толщине. Пропуская доску через рейсмус и поочередно обрабатывая каждую ее пласть, вы получаете начисто обработанную заготовку с параллельными сторонами и одинаковой толщиной по всей длине.
Калибровка по толщине — это главная, но не единственная функция рейсмуса. Забегая вперед, отметим, что возможности рейсмуса можно использовать и для других операций: фугования кромок, калибровки досок по ширине и даже устранения некоторых видов коробления.
Чем рейсмусовый станок отличается от фуговального?
Это еще один вопрос, который нередко озадачивает начинающих мастеров. Несмотря на кажущуюся функциональную схожесть фуговального и рейсмусового станков, речь идет о двух разных инструментах, которые выполняют совершенно разные операции.

Фуговально-строгальный станок предназначен для того, чтобы убрать с доски все неровности — следы грубого раскроя или кривизну, вызванную короблением. Обработав заготовку на фуговальном станке, вы получаете доску пригодную для дальнейшей работы — идеально ровную, со строго параллельными пастями и кромками.
Таким образом, в деревообрабатывающем цикле фуганок используют первым. После него заготовку отправляют на рейсмус, с помощью которого уже выровненную доску доводят до нужной толщины. Обе машины работают в паре и взаимно дополняют друг друга.
Для дома, как правило, достаточно возможностей одного рейсмусового станка. Если мастер работает с более-менее подготовленными досками, функционала портативного рейсмуса хватит чтобы выполнять задачи фуганка — сглаживать умеренные неровности или небольшие покоробленности. Приобретать фуговальный станок целесообразно, когда работают в более серьезных масштабах и имеют дело с большим объемом необработанной древесины.
Закрывая тему, отметим, что отдельно существуют комбинированные варианты станков — рейсмусно-фуговальные, способные выполнять полный цикл обработки доски.
Как работает рейсмус?
Из всех видов рейсмусов именно портативные модели снискали наибольшую популярность как оснащение для домашних мастерских.

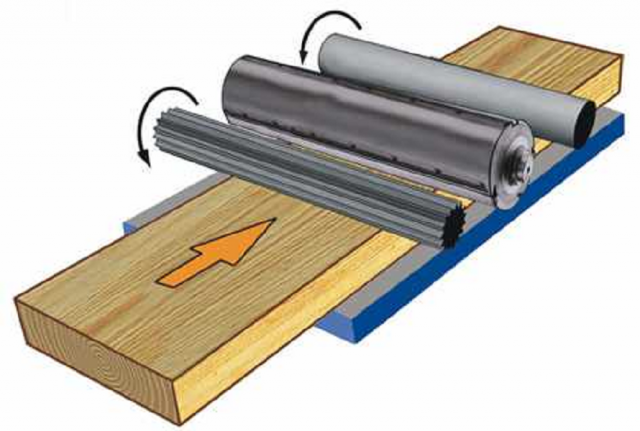
Режущим инструментом рейсмуса выступает подвесной ножевой вал со сменными лезвиями. В отличие от фуганка при рейсмусовании не нужно управлять доской. Ее подают в рейсмус, где она прижимается двумя подающими валами; вращаясь, они протягивают деревянную заготовку через станок, в котором она обрабатывается режущими элементами. Рукояткой регулировки высоты строгания опускают ножевой вал, устанавливая толщину съема материала с доски за один проход. Передний (подающий) и задний (принимающий) столы обеспечивают нужное базирование заготовки, и поддерживают ее на входе и выходе из станка.

Подающие вальцы прижимают доску с большой силой. Проходя через рейсмус, заготовка даже с самым сильным короблением становится ровной. Ножевой вал обрабатывает плоскую поверхность, но на выходе материал принимает свою прежнюю форму. Доска становится тоньше, но изначальная покоробленность остается.
Именно поэтому перед рейсмусованием минимум одну пласть заготовки простругивают на фуговальном станке. Нижняя поверхность доски должна быть максимально ровной и не иметь зазоров со столом рейсмуса. В этом случае ножевой вал остругает верхнюю пласть строго параллельно нижней. Забегая вперед, отметим, что существуют приемы, которые позволяют выравнивать рейсмусом покоробленные доски. Об этих профессиональных хитростях мы поговорим ниже.
Сколько материала снимать за один проход и какая скорость предпочтительней?
Вне зависимости от того какая работа выполняется на рейсмусе возьмите за правило не устанавливать глубину съема материала более 1,5 мм. Это поможет избежать вырванных волокон и задиров, которые доставляют немало головной боли и часто делают непригодной заготовку для запланированных целей.
Оптимальная регулировка рейсмуса — когда за один проход с доски снимается не более 0,8 мм. С нормальными ножами риск вырывов при такой глубине минимален. Перед последним «чистовым» прогоном заготовки рекомендовано устанавливать глубину реза не более 0,4 мм.
Перед тем как подавать заготовку, подождите пока рейсмус наберет максимальное число оборотов. Если станок имеет регулировку скорости подачи, первые проходы уместно делать на больших скоростях. Последние «чистовые» прогоны лучше производить на низких оборотах — это обеспечит более качественную обработку поверхности.
И, наконец, даже если одна сторона доски имеет идеально отфугованную пласть, рейсмусование детали производят попеременно с обеих сторон — обрабатывают сначала одну пласть, затем переворачивают доску и прогоняют через станок другой стороной. Неравномерное удаление материала с разных сторон доски может увеличить дисбаланс внутренних напряжений и привести к ее короблению.
Как избежать дефектов поверхности: вырванных волокон, задиров, вмятин?
Одна из главных задач рейсмуса — создание гладкой поверхности. Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Контролируйте скорость подачи и толщину съема материала. Это то, о чем мы говорили выше. Шаг съема материала — не более 0,8 мм; на последних проходах — не более 0,4 мм. Чистовые проходы лучше делать на небольших скоростях.

Подавайте заготовку с правильной ориентацией волокон. Самый надежный способ избежать вырывов — это внимательно изучать направление волокон на заготовке и правильно подавать ее в рейсмусовый станок. Волокна на торце должны быть ориентированы вниз, как бы спускаться в станок так, как это показано на фото.
Подавайте доски под небольшим углом. Загружая доску, ориентируйте ее под небольшим углом — это уменьшает риск вырванных волокон на ее торце.
Подключайте систему стружкоудаления. Попадание стружки под вальцы приводит к образованию вмятин на поверхности доски. Избежать такого дефекта помогает исправно работающая система пылеудаления. Инвестиция в хороший промышленный пылесос даст не только хорошо обработанную поверхность, но и защитит от перегрева двигатель, предотвратит пробуксовку досок внутри станка, увеличит срок службы ножей.
Следите за остротой ножей. Вырванные волокна и полосы на оструганной поверхности могут объясняться затупившимися ножами. При появлении подобных симптомов следует переставить лезвия (если речь идет о двусторонних ножах), заточить их (если предусмотрена возможность переточки) или установить новый комплект.
Как убрать ступеньку на рейсмусе?

Ступенька — это небольшое углубление длиной в несколько сантиметров, образующееся в начале и в конце доски, пропущенной через рейсмус. Этот дефект возникает из-за того, что на входе и выходе один конец заготовки какое-то время не поддерживается вторым подающим роликом — когда на доске располагается только один валец, ножевой вал снимает немного больше материала, образуя ступеньку. Эта проблема присуща всем портативным рейсмусам. Но глубину ступеньки легко уменьшить или же вовсе свести на нет при помощи несложных приемов.

Подавайте заготовку под острым углом (фото 1). Это не только обезопасит от вырывов на торце доски, но и сведет к минимуму размеры ступеньки. Последующие доски подавайте одну за другой, плотно стыкуя их торцы (фото 2).

Убрать ступеньку на рейсмусе можно при помощи еще одного приема: нужно немного приподнять один конец доски на входе (фото 3), и аналогичным образом поступить, принимая заготовку на выходе (фото 4).
Что важно знать о рейсмусовых ножах?
Самостоятельная заточка ножей рейсмуса — процесс непростой, от которого большинство мастеров предпочитает отказываться после первых неудачных экспериментов. Угол заточки на всех ножах — обычно ножевой вал имеет два или три лезвия — должен быть строго одинаковым, в противном случае это может привести к тому, что на доске будут образовываться полосы и другие дефекты. Более того, заточке могут подвергаться только специальные лезвия, которые изначально рассчитаны на это.

Срок полезного использования ножей зависит от множества факторов: интенсивности эксплуатации станка, ширины обрабатываемых досок, их твердости и, конечно, качества самого ножа. Наиболее долговечны лезвия из чистосортных твердых сплавов с добавлением кобальта или вольфрама.
Чтобы продлить жизнь строгальных ножей задействуйте всю ширину рабочей зоны станка. Приучите себя подавать заготовки не только по центру стола, но и смещая ее к краям. В этом случае лезвия будут изнашиваться равномерно по всей длине вала, а не только посередине, и прослужат намного дольше. Перед подачей пиломатериала в станок внимательно изучайте заготовку на предмет гвоздей, металлических скоб и других инородных предметов, которые испортят ножи.
Доска плохо идет через станок. С чем это связано?
В правильно настроенном и исправно работающем рейсмусе доска равномерно протягивается через станок, имея на выходе чистую и гладкую поверхность. Но на деле так бывает не всегда. В процессе обработки доска может двигаться с неодинаковой скоростью, делать рывки или останавливаться, продолжая движение вперед только после подталкивания; а на выходе на ее поверхности нередко образовываются выхваты волокон или прижоги. Такие симптомы не являются нормальными, и могут объясняться несколькими причинами.
Скорее всего пришло время сменить ножи. Тупые лезвия способны значительно замедлять подачу, а при сильном износе вызывать прижоги.
Проблемы с проходом доски также могут объясняться тем, что под вальцы попадает стружка, из-за которой ослабевает сцепление с доской и возникают пробуксовки. Наиболее эффективно проблему отходов может решить только внешняя система стружкоудаления.
Наличие поверхностных загрязнений — еще одна причина проскальзывания прижимных вальцов по заготовке. Если вы заметили, что ролики сильно запачканы грязью или смолой, протрите их чистой ветошью, смоченной в уайт-спирите или керосине. Аналогичным образом можно поступить и с металлическим столом станка.
Как выровнять покоробленную доску? Фугование рейсмусом

Сразу отметим, рейсмус способен справиться далеко не со всеми видами коробления. Исправление крыловатости и других видов сложной деформации — это компетенция фуганка. Но когда речь идет о простом продольном или поперечном короблении, проблему можно решить и обычным портативным рейсмусом.
Мы уже рассказывали почему рейсмус не может исправить деформации. Когда в станок подается кривая доска, она с большим усилием прижимается вальцами и временно выравнивается, но на выходе принимает исходную форму. Таким образом, пройдя через рейсмус, заготовка становится тоньше, но сохраняет кривизну.
Чтобы не дать вальцам выпрямить доску, нужно заполнить зазор между покоробленной доской и столом рейсмуса. Для этого удобно использовать приклеенную полоску шпона; если нужно исправить сильное коробление — лучше подложить ламель из фанеры нужной толщины. В несколько проходов через рейсмус покоробленная доска приобретает идеально ровную пласть, по отношению к которой уже без подкладки выравнивается обратная сторона.
Почему рейсмусование фанеры — не лучшая идея?
Есть несколько веских причин этого не делать. Клей и смолы, используемые для скрепления фанерных слоев, быстро затупляют ножи станка. При этом, пропустив фанеру через рейсмус, вы вряд ли добьетесь желаемого результата, и вместо ровной поверхности получите длинные вырванные волокна из тонкого слоя шпона, которые ко всему прочему сильно забьют стружкоотвод.
Фанеру нецелесообразно простругивать в размер, поскольку всегда проще выбрать материал нужной толщины. Если же вам нужна заготовка с безупречно гладкой поверхностью, используйте фанеру соответствующих сортов или решайте эту задачу при помощи шпонирования.
Техника безопасности. Чего не напишут в инструкции по эксплуатации
Мы не будем останавливаться на общих правилах техники безопасности, бесспорно, важных и обязательных к соблюдению при работе с любым деревообрабатывающим станком — их вы всегда найдете в инструкции по эксплуатации станка. Здесь мы предупредим о тех потенциальных рисках, которые не всегда проговариваются «сухим» языком техдокументации.
Будьте внимательны при подаче заготовки. Она быстро заходит в станок с довольно большим прижимным усилием. Попадание рук под доску во время ее затягивания в рейсмус может закончиться тяжелыми травмами.

Правильно обрабатывайте короткие заготовки. Строгать небольшие доски небезопасно. Такие детали могут «выстрелить» из станка нанеся травмы или повредить имущество мастерской. Безопасно обработать короткие заготовки можно с помощью несущих брусков, подобранных вровень по толщине.
Становитесь сбоку от станка. Даже при работе с длинными досками, которые протягиваются более послушно, заведите привычку становиться сбоку от станка. Если заготовка слишком длинная и ее неудобно принимать в этом положении, используйте удлиняющий стол или роликовые опоры.
Не пытайтесь снять кожух. Несмотря на очевидную опасность такого поступка, некоторые предпочитают решать проблему стружкоудаления именно таким образом. В отличие от промышленного пылесоса, снятый кожух полностью не решит проблему отходов, зато в разы увеличит риск получения травмы.

Правильно обрабатывайте кромки. Простругивая материал по ширине, следите за тем, чтобы в подаваемом наборе присутствовали доски приблизительно одинакового размера. Заготовка с сильно выступающей кромкой может быть вырвана из пакета вращающимся валом.
Рейсмусовый станок
Все чаще в домашнем арсенале столяров – любителей, не говоря уже о профессионалах, можно встретить рейсмусовый станок, используемый для деревянных заготовок хорошего качества. Электрические столярные инструменты ручного и переносного типа постепенно вытесняются станковыми моделями, и рейсмусовый станок можно считать наглядным тому подтверждением. Сегодня уже мало иметь возможность быстро и без особых усилий резать деревянную заготовку, даже в любительском изготовлении мебели и домашних приспособлений, когда требуется высокое качество станковой обработки.

Рейсмусовый станок по дереву
Среди ближайших родственников рейсмусового станка можно назвать наиболее известные и популярные системы:
- Строгальный станок по дереву , снимает верхнюю, наиболее грубую часть заготовки после распила бревна и бруса на мощных циркулярных пилах;
- Фуговальный станок используется для предварительной получистовой обработки поверхности доски или плиты из дерева;
- Шлифовальный станок применяется для чистового выведения под полировку дерева или обработку лаковыми политурами, восковыми мастиками.
Первые два типа станков отличаются лишь размерами рабочего стола, количеством режущих кромок, скоростью резания. Устройство станины, ножевого блока, привода и системы подачи заготовки из дерева во многом похожи. В шлифовальном станке вместо ножей используются шлифовальные барабаны и ленты.
При правильном подборе режимов качество обработки дерева на рейсмусовом станке получается достаточно высоким, что зачастую дает возможность отказаться от шлифования деревянной поверхности.
Во многих случаях, при работе с легкими и средними по плотности заготовками, операции фугования и чистовой резки выполняют на одном фуговально – рейсмусовом станке. Достаточно лишь последовательно перенастроить режим резанья и обороты вращения ножевого блока. Один станок фактически заменяет два.
Суть станка рейсмусового типа
Считается, что свое название рейсмусовый станок получил от известного столярного инструмента рейсмуса, используемого для нанесения разметки параллельных линий на заготовках и щитах из цельного и клееного дерева. В этом утверждении есть определенная доля правды, так как рейсмусовые типы станков используются преимущественно для двух операций:
- Чистовое строгание, обеспечивающее гладкую поверхность дерева;
- Калибровка параллельности плоскостей щита, резанной деревянной рейки, доски.
В прежние времена параллельность плоскостей после строгания проверялась рейсмусом, после того как стало возможным изготовление станков с высокооборотными цилиндрическими ножами, название рейсмусовый так и осталось за надежными и очень удобными в работе устройствами.

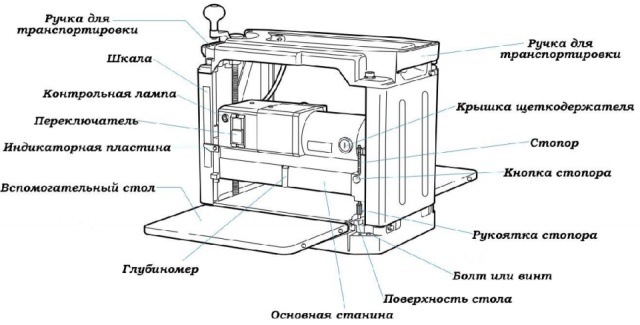
Типовое устройство рейсмусового станка
В современной столярной мастерской практически невозможно обойтись без инструментов для чистовой обработки, в том числе шлифовального и рейсмусового станков. В зависимости от объема выполняемых столярных работ, нагрузки и номенклатуры изделий из дерева рейсмусовый станочный парк делится на две группы:
- Специализированные станки и приспособления , рассчитанные на одну-две операции. Помимо основного блока для односторонней или двухсторонней обработки поверхности дерева, в конструкции может использоваться приспособление для распиловки или подрезки торцов заготовок;
- Универсальные деревообрабатывающие станки с рейсмусом. Такой агрегат может обеспечить выполнение от 4 до 12 наиболее важных и востребованных типов обработки дерева.
В условиях выполнения больших объемов обработки дерева более выгодными оказываются специализированные станки по дереву. Во-первых, нет необходимости выполнять регулярную перенастройку и наладку режущих инструментов, выше точность и качество обработки, а во–вторых, работа на специализированном рейсмусовом агрегате не требует высокой квалификации.
Универсальный вариант более гибкий в работе, но для использования многофункционального станка по дереву потребуется серьезный опыт настройки и обслуживания устройства. В условиях мелкосерийного или штучного изготовления деталей из дерева нормально работают только МФУ станки с рейсмусовыми приставками известных брендов.

Китайский ширпотреб очень быстро теряет точность обработки заготовок из дерева, и зачастую, после нескольких лет эксплуатации универсальный деревообрабатывающий станок с рейсмусом — приставкой переделывается владельцами в специализированные устройства, например, циркулярку или электрофуганок.
Конструкция специализированного станка-рейсмуса по дереву
Устройство и кинематическая схема рейсмусового станка для обработки дерева мало чем отличается от фуговального агрегата. Основу конструкции составляет стальная или алюминиевая станина, на которой закреплен двигатель с зубчатой или цепной передачей. В верхней или средней части станка расположен рабочий стол и цилиндр с установленными «накосую» режущими ножами.

Кроме того, в рейсмусе значительно меньше скорость подачи дерева и в разы выше скорость вращения режущего барабана. В результате обработки удается получить очень ровную и точную, почти гладкую поверхность заготовки из дерева.
Рейсмусовые аппараты выпускаются в двух вариантах:
- Двухсторонние станки с одновременной обработкой противоположных поверхностей. Размеры обрабатываемой поверхности редко превышают 30х50 см для любительских моделей и 50х50 см для изделий профессионального уровня;

- Односторонние агрегаты с увеличенной длиной рабочего стола. В первую очередь такие станки ориентированы на обработку заготовок из дерева большой длины.
В качестве примера наиболее удачных версий рейсмусовых станков двухсторонней обработки можно привести модели рейсмус Макита 2012NB или JET-JWP12.
Последний вариант выпускается швейцарской компанией JET, хорошо известной качественными и точными станками по дереву.

Модель JWP12 рассчитана на небольшую нагрузку, из-за использования мощного коллекторного двигателя в 1,8 кВт производитель рекомендует кратковременно-повторный режим обработки дерева. Вес установки всего 27 кг, что позволяет убирать рейсмусовый аппарат с рабочего места по окончанию работ. На режущем цилиндре диаметром 48 мм установлены два ножа из кованой легированной стали. При вращении вала на скорости в 9000 об/мин можно обрабатывать заготовки шириной 300х500 мм с подачей почти 12 см/с.
Более изящный рейсмус Макита 2012 NB оснащен двигателем в 1,65кВт и специальной системой подачи материала. Станок режет дерево толщиной от 3 до 100 мм. Аппарат получился достаточно шумный, в работе выдает звук до 80 дБ, но зато, в отличие от JWP12, выдерживает в несколько раз большую нагрузку и не требует столь частых перерывов в работе.

В среде любителей известной популярностью пользуется американский рейсмус Метабо DH330.

Специфика фуговально-рейсмусовых моделей станков
Можно сказать, что данный тип рейсмуса является переходной моделью от специализированой техники к многофункциональным устройствам. Например, модель Holzstar-ADH200 конструктивно является обычным односторонним рейсмусом, но благодаря мощной алюминиевой раме, полноразмерному рабочему столу и специальной системе подачи заготовки станок может с одинаковым успехом выполнять и фугование, и финишную обработку.

Единственным недостатком является высокая стоимость изделия, на сегодня самые дешевые экземпляры стоят от 550 Евро.
Универсальные конструкции рейсмусов
Схема компоновки МФУ станка со встроенным рейсмусом кардинально отличается от специализированного рейсмусового аппарата. Обычно деревообрабатывающий многофункциональный бытовой станок с рейсмусом изготавливается в виде стальной массивной коробки, внутри которой расположен электрический двигатель и система передачи вращающего момента от мотора к режущим приспособлениям.
В самых мощных используются тяжелые асинхронные двигатели от 1,5 до 3 кВт. Из-за того, что двигатель выдает одну частоту вращения вала, приходится использовать систему регулирования оборотов и вращающего момента. Поэтому многофункциональное устройство всегда получается более шумным и менее надежным в работе.
В комплект режущих приспособлений, помимо рейсмусового ножа, входит:
- Циркулярная пила;
- Фрезерная головка;
- Устройство для сверления отверстий под любым углом;
- Строгальный вал с ножами.
Кроме режущих устройств, в конструкции МФУ используется несколько типов направляющих и позиционирующих приспособлений. Например, вращением приводных валов можно выставить угол подрезки кромки или фрезерования паза в диапазоне 0-90 о .

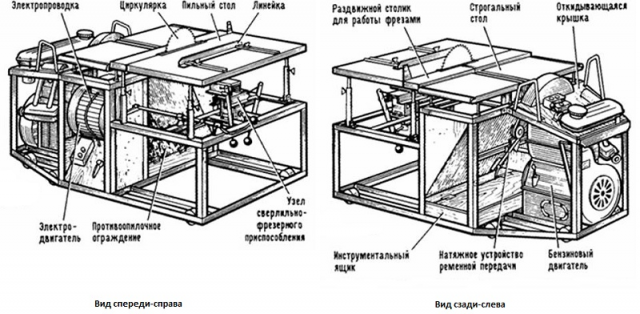
Типичным представителем класса универсалов является станок швейцарской компании Holzstar модели UMK6. Его основные параметры приведены в таблице.
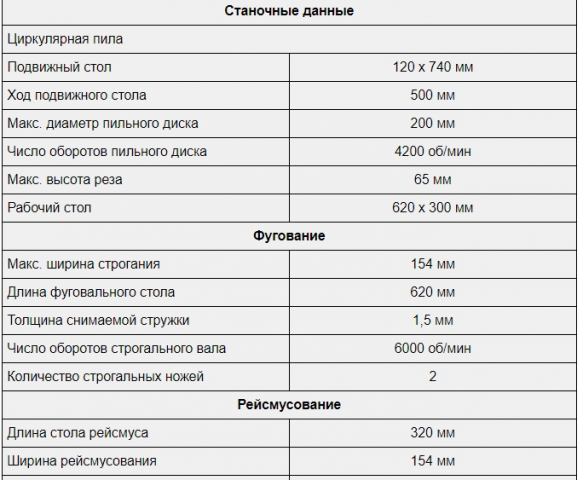
В конструкции предусмотрено выполнение шести операций – сверление, распиловка циркулярной пилой, фрезерование, обработка рейсмусом, фугование.
Габариты 880х 835 см, вес 52 кг. Мощность асинхронного двигателя – 1 кВт. Разумеется, точность и качество обработки универсального UMK6 не может сравняться со специализированными моделями, но того, что может выдать станок, вполне хватает для любых домашних работ или даже для производства несложной мебели, тары, ремонта крыши, установки забора.

Для сравнения, при несколько меньшей ширине рабочей зоны рейсмусового приспособления, чем у JWP12, 154 мм против 300 мм, все остальные параметры — скорость резания 12 см/с, габариты заготовки из дерева 1-92 мм, лишь немногим уступают швейцарскому станку.
По сути, МФУ с рейсмусовой приставкой заменяет целых пять станков по дереву.
Рейсмусовый станок своими руками
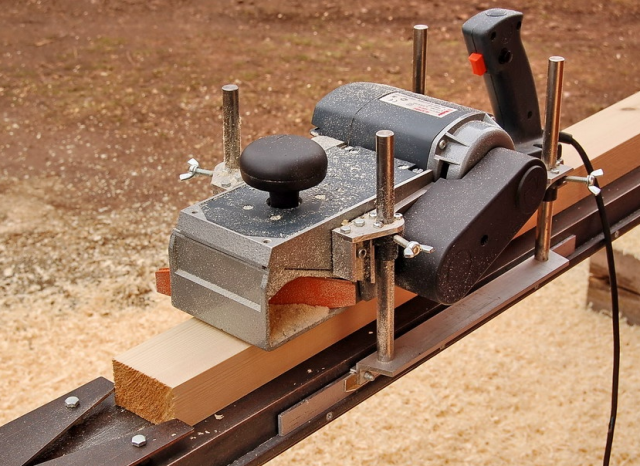
Потребность в изготовлении рейсмусового станка своими руками возникает зачастую в ситуации, когда использования обычного фуговального строгания уже становится явно недостаточно для получения гладенькой поверхности будущего пола или паркета. Использовать электрорубанок не получится, качество поверхности после электрического рубанка, возможно, будет достаточно высоким, но избавиться от полос, появляющихся на поверхности дерева с каждым проходом, явно не удастся.
Выход один – попытаться сделать по чертежам рейсмус из электрорубанка своими руками. Благодаря мощной станине и направляющим рейкам поверхность дерева после обработки доски рейсмусовым валом получится относительно однородной и плоской.
Рейсмус из электрического рубанка
Для постройки полноценного рейсмусового приспособления в первую очередь необходимо изготовить станину или столик, на котором будет закреплен инструмент. Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
Вторым этапом выбираем схему компоновки рейсмуса. Наиболее простой вариант приспособления приведен на чертеже и фото.
Фактически необходимо изготовить подвижную платформу, на которой будет закреплен сам электрорубанок. Высота подъема подошвы инструмента на обрабатываемой поверхности регулируется с помощью четырех пар «винт-гайка», установленных по бокам приспособления.
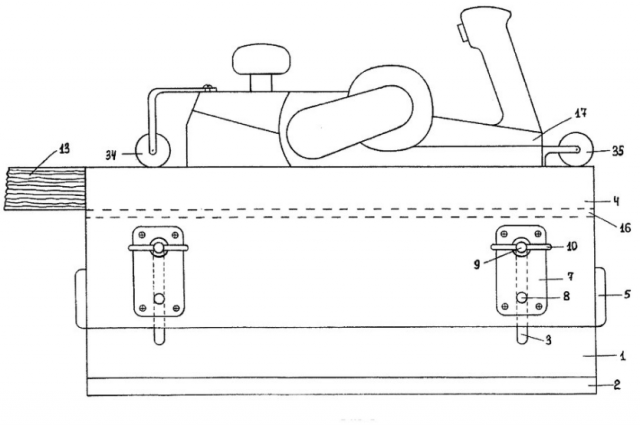
Основная сложность в работе электрорубанка заключается в корректной регулировке высоты подъема режущей кромки. В нормальном режиме вылет ножа над плоскостью подошвы регулируется винтовой подпружиненной рукояткой. Величину вылета обычно проверяют визуально или руками, тогда как при работе в режиме рейсмусового станка придется руководствоваться только показаниями шкалы на рукояти.
Единственными недостатками рейсмуса подобной схемы будут небольшая ширина обрабатываемой поверхности, 90-100 мм, и фактическая потеря электрорубанка в качестве ручного инструмента. Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.
Самодельный деревообрабатывающий рейсмусовый станок
Нередко при проведении столярных работ возникает потребность прогнать рейсмусом доску или склеенный из реек щит шириной более 100 мм. Планки и панели из дерева 100-140 мм еще кое-как можно ровнять обычным ручным электрорубанком, при условии, что материал надежно зафиксирован на верстаке. Правда, строгать приходится по диагонали в несколько проходов с последующей обработкой ручной шлифовальной машинкой.
Перекрестное строгание широких досок еще можно использовать для одной-двух досок, но если речь идет о двух десятках щитов или досок, то без самодельного рейсмусового станка явно не обойтись.
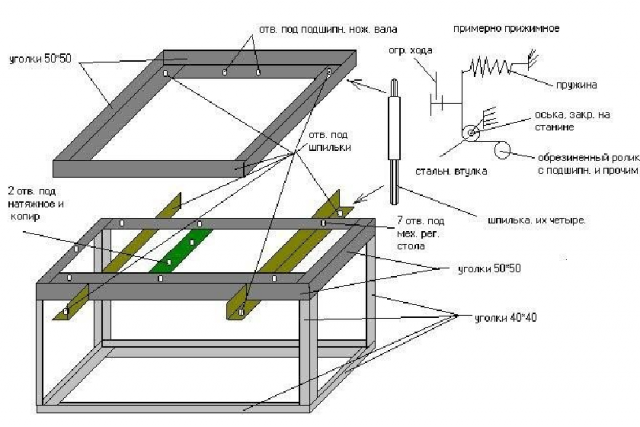
Простейший вариант рейсмус-фуговального станка приведен на схеме.
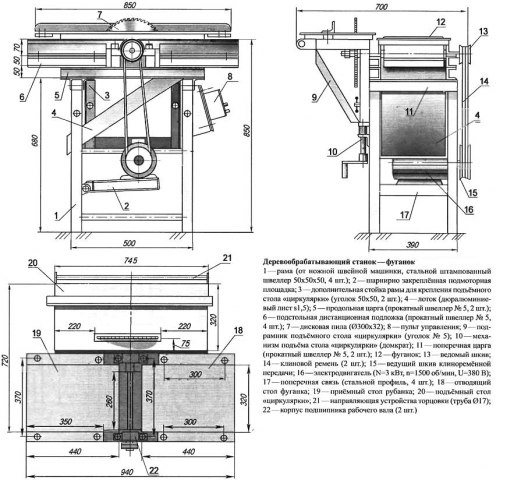
Основой конструкции является массивная стальная рама-каркас, сваренная из стального уголка. В нижней части станины рейсмусового станка устанавливается асинхронный двигатель мощностью 1,5-1,8 кВт и оборотами не менее 1200 об/мин. Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Вторым по важности элементом является цилиндрический блок с гнездами для ножей и подшипниковыми опорами. Эту деталь рейсмуса придется купить готовой, сделать ее своими руками практически нереально. Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола.
На последнем этапе подбираются два шкива для ременной передачи, соотношение диаметров шкивного ручья должно быть в пределах 2,5-2,8. Шкив большего диаметра насаживается на вал двигателя, меньшего на вал барабана. Скорость вращения под нагрузкой не должна превышать 4 тыс. об/мин.
Заключение
Рейсмусовый станок в процессе строгания заготовок из дерева производит огромное количество опилок и мельчайшей древесной пыли. Избавиться от нее невозможно, даже если конструкция оборудована воздухозаборником для подключения промышленного пылесоса. Поэтому даже при выполнении простейших работ на рейсмусовом станке приходится пользоваться респиратором и защитными очками.
Reismus
Блог о строительной индустрии
Мебельщик?
Компании
Разметочный рейсмус – назначение, виды, применение
Исходное значение слова «рейсмус» («рейсмас») определяет инструмент для разметки, тем не менее, в последнее время термин всё чаще используется для обозначения представителей обширного класса оборудования – рейсмусовых станков. В данной статье речь идет именно о разметочных рейсмусах.

Разметочный рейсмус – это инструмент, предназначенный для проведения измерений и нанесения (прочерчивания) линий разметки параллельно базовым линиям в процессе подготовки изделий к обработке. Применяется рейсмус и при перенесении размеров на заготовку с чертежей, измерительных инструментов, или с уже обработанных эталонных изделий.
Конструктивную основу большинства разметочных рейсмусов составляют стойка (штанга, в случае штангенрейсмуса) и зажим, который можно перемещать и фиксировать в различных положениях на стойке (штанге).
Виды рейсмусов
Существует достаточно много разновидностей рейсмусов, при этом применимость и возможности того или иного конкретного инструмента чаще всего не ограничивается лишь одним видом обрабатываемого материала. Тем не менее все-таки принято деление рейсмусов на столярные (применяемые при обработке древесины) и слесарные (используемые в металлообработке).
Столярный разметочный рейсмус
В классическом исполнении, рейсмус, применяемый в деревообработке, состоит из колодки с ровной плоской поверхностью, на которой перпендикулярно плоскости расположены два сквозных отверстия с подвижными брусками (рейками). На одном из концов каждого бруска в поперечном направлении располагаются острые металлические штыри-чертилки (шпильки, иглы), которыми непосредственно и процарапываются линии по материалу обрабатываемой детали. Обе рейки обычно имеют прямоугольное сечение, исключающее их проворачивание в прямоугольных отверстиях колодки. Фиксирование размера выполняется в колодке с помощью клина, вставляемого с натягом в отверстие колодки, между и перпендикулярно относительно отверстий с рейками, надежно удерживая их таким образом от произвольного перемещения.
Основные элементы столярного рейсмуса, кроме чертилок, могут изготавливаться из древесины. С целью предотвращения быстрого износа инструмента, в процессе разметки заготовок, используются твердые породы дерева. Кроме древесного сырья для изготовления деталей столярного рейсмуса в последнее время всё чаще применяются твердые пластмассовые компоненты и даже металл, существенно продлевающие срок службы разметочных инструментов без потери их точности из-за изнашивания.
В деревообработке двухреечный разметочный рейсмус применяется, в частности, для разметки шиповых соединений, значительно уменьшая затраты времени на подготовительные наметочные работы перед механической обработкой пазов, гнёзд и шипов.
С сохранением ключевых особенностей, всё же существуют конструкции столярного рейсмуса, отличающиеся от классической, самой по себе достаточно универсальной, которые могут воплощаться в более специализированных инструментах этого вида. Например, предназначенных для обработки какого-либо одного класса изделий, или для очень больших заготовок, или наоборот, мелких деталей.
Частным случаем упрощения конструкции столярного рейсмуса можно считать применение в его качестве скобы – цельного деревянного приспособления с выемкой в качестве ступеньки-упора, а также одним, двумя, или несколькими мелкими гвоздями, выполняющих роль чертилки, и забитых (вставленных с натягом в отверстия) на заданном расстоянии от упора. При отсутствии готового столярного разметочного рейсмуса, скобу можно изготовить самостоятельно, пользуясь простейшими инструментами вроде пилы, молотка, линейки, карандаша. Скобой удобно пользоваться если нужно провести много параллельных линий, без изменения расстояния между ними.
Большое распространение получили и рейсмусы, колодка которых имеет порой не два, а всего одно сквозное отверстие, с расположенным в нем стержнем (стойкой) круглого сечения. На торце стержня закрепляется (винтом) чертилка в форме шайбы-лезвия с острой кромкой по всей окружности. Стойка удобно зажимается болтом или винтом с рифленой головкой, резьбовая часть которого ввинчивается в колодку через резьбовое отверстие, ось которого пересекает под углом 90° ось основного отверстия, где находится стержень. Выполняется подобный рейсмус из таких материалов, как: дерево, пластики (включая слоистые), металлы или их сочетания. Впрочем, конструкция с одним цилиндрическим стержнем в целом скорее расширяет сферу применимости инструмента, нежели делает его узкоспециализированным.
Вместо заостренных металлических штырей-чертилок в некоторых моделях столярных рейсмусов для разметки применяется карандаш, для которого предусмотрено соответствующее крепление.
Слесарный рейсмус
В отличие от инструмента для разметки деревянных заготовок у классического слесарного рейсмуса стойка по большей части одна и неподвижна, хотя и может иметь возможность установки под наклоном (но без продольного перемещения в каком-либо отверстии, как это реализовано в столярном инструменте).
Стойка крепится на основании с плоской поверхностью. Длинный стержень чертилки заострен с обоих концов, один из которых имеет криволинейный изгиб острия. Чертилка крепится винтом в одном из отверстий зажима. Вторым отверстием зажим охватывает стойку. Соответственно размер устанавливается перемещением зажима вдоль стойки, а также изменением положения чертилки.
Можно отнести к слесарным рейсмусам и штангенрейсмус (штангенрейсмас), в случае которого стойка представляет собой штангу с прямоугольным сечением, либо выполняется в виде двух отдельных параллельных стержней, при этом в любом случае исключено проворачивание зажима (кронштейна) вокруг стойки. Штангенрейсмус может оснащаться, как простыми устройствами отсчета, вроде нониуса с линейной или круговой шкалой, так и цифровыми индикаторами.
Применение разметочного рейсмуса
Не зависимо от конструкции рейсмуса его использование хотя и может иметь на практике ряд специфических различий, но в целом настройка и основные приемы разметки сходны у разных видов и моделей.
На любом рейсмусе сначала производится установка размеров, заключающаяся в настройке расстояния между острым концом (концами) чертилки/карандаша и плоскостью колодки или основания. После чего непосредственно прочерчиваются линии.
Пожалуй, ключевое различие лишь в том, что у столярного рейсмуса плоскость колодки, при нанесении разметочных линий, скользит по поверхности детали, в то время как при использовании слесарных рейсмусов (в том числе и штангенрейсмусов) характерно перемещение основания по поверхности плиты, на которой установлена размечаемая заготовка.
При разметке необходимо ограничивать подвижность заготовок. К примеру, перед применением столярного рейсмуса, обрабатываемую доску можно упереть рукой в клин верстака, или воспользоваться струбцинами.
Хотелось бы упомянуть, что рейсмус, особенно оснащенный устройством отсчета, вполне может использоваться не только для разметки, но и в качестве измерительного инструмента, например, для контрольного уточнения намеченных линий или промеров расстояний между уже обработанными элементами изделия.
Точность измерений рейсмусом зависит от используемого устройства отсчета. Штангенрейсмусом с нониусным механизмом можно провести замеры с точностью 0,05–0,10 мм. Для круговых шкал – 0,02–0,05 мм. Для цифровых устройств – 0,01–0,05 мм. У столярных рейсмусов цена деления линейной шкалы часто имеет деления 1, или даже 2 мм.
Применение рейсмуса позволяет облегчить труд и существенно повысить производительность технологического процесса за счет сокращения времени, отводимого на разметку. Важным моментом является также улучшение качества изделий благодаря в среднем большей точности разметки, особенно если пользоваться рекомендацией наносить метки по возможности от одной и той же базовой поверхности.

