
Кухонный нож из диска от циркулярки

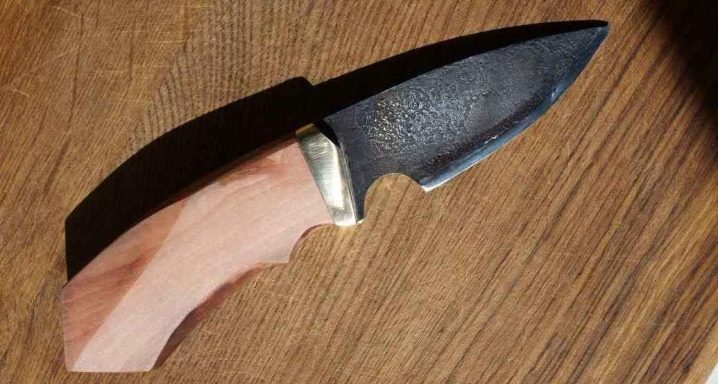
Приветствую любителей помастерить, предлагаю к рассмотрению качественный кухонный нож, которому будет рад любой повар. Исходным материалом для ножа стал диск от циркулярной пилы. Клинок прошел закалку, лезвие получилось наточить так сильно, что нож легко режет бумагу. Процесс изготовления получился не сложным, но вам предстоит много работ по шлифовке, так что будет полезно иметь ленточную шлифовальную машину. Если проект вас заинтересовал, предлагаю изучить его более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
– пильный диск (лучше старого образца);
– дерево для ручки;
– латунь, текстолит или G10 для больстера;
– латунный стержень для штифта;
– эпоксидный клей;
– кислота для травления;
– жаростойкий цемент.
Процесс изготовления ножа:
Шаг первый. Вырезаем основной профиль
Для начала нужно подобрать качественный исходный материал. Автор для таких целей использовал пильный диск. Перед изготовлением ножа важно проверить сталь на предмет закалки, так как в современных дисках сталь может быть плохой, и нож получится неудачным. Ну, а далее рисуем маркером на диске желаемый профиль ножа и вырезаем. Для резки автор использовал обычную болгарку.







Шаг третий. Скосы
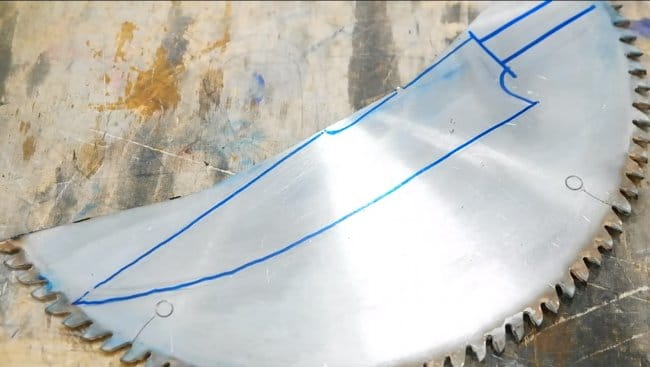
Приступаем к формированию скосов на ноже, но для этого предварительно делаем разметку. Нам важно начертить вдоль лезвия линию, которая после шлифовки будет являться непосредственно самим лезвием. Провести ее можно специальной приспособой, или используя сверло того же диаметра, что и толщина заготовки. А чтобы линию было хорошо видно, закрашиваем металл маркером.
Далее можно приступать к шлифовке, в этом деле нам понадобится ленточная шлифовальная машина. Заготовку автор держит руками, а чтобы сталь не перегревалась, клинок время от времени смачиваем в воде. При работе следим за тем, чтобы скосы получились симметричными. Лезвие после работ должно иметь толщину не менее 2 мм, иначе сталь прогорит при закалке.




Шаг четвертый. Термическая обработка
Приступаем к закалке, автор решил на клинке линию хамона, с ней клинок смотрится уникально. Для получения такой линии нам понадобится жаростойкий цемент, им мы обмазываем верхнюю часть ножа. Где будет эта обмазка, там сталь потом будет отличаться по цвету.
Вот и все, теперь раскаляем клинок до красного свечения и опускаем в масло. Чтобы избежать неприятных сюрпризов типа трещин и деформаций, масло предварительно нужно подогревать. После закалки проверяем напильником клинок, царапин оставаться не должно.




После закалки обязательно производим отпуск стали, чтобы придать ей пружинные качества. В итоге клинок будет способен выдерживать большие нагрузки на изгиб, он также разломается, если его бросить на бетон. Отпускаем клинок в духовке, температура должна быть в районе 200°C. Что касается времени, то это обычно около 2-ух часов, следить нужно за тем, чтобы клинок покрылся налетом соломенного цвета, это и будет говорить об отпуске стали.
Шаг пятый. Травление
Для получения линии хамона, нам нужно произвести травление стали. Для начала клинок очень тщательно отшлифовать до блеска. Сталь также должна быть хорошо обезжирена, иначе реактив не будет вступать в реакцию со сталью. Опускаем клинок на некоторое время в кислоту и смотрим за процессом, ждем желаемого результата.
После травления обрабатываем клинок содой или другим реактивом для нейтрализации кислоты. Потом нож моется под проточной водой и вот у нас готов чудесный клинок.







Шаг шестой. Заготовка для ручки
Для изготовления ручки нам понадобится брусок из красивой породы древесины, а также материал G10 либо листовая латунь по желанию для изготовления больстера. Для начала делаем больстер, отрезаем кусок нужных размеров и проделываем щелевое отверстие под хвостовик ножа. Если фрезера нет, можно работать дрелью и плоскими напильниками.
Также щелевое отверстие нужно просверлить и в бруске, из которого потом будет делаться ручка. Можно насверлить ряд отверстий, а потом объединить их. Вот и все, теперь все эти части склеиваем на хвостовике ножа. В качестве клея используем эпоксидную смолу. Сталь нужно хорошо обезжирить для качественного склеивания. Зажимаем все это дело струбциной и оставляем сохнуть.






Шаг седьмой. Формируем ручку
Когда клей полностью высохнет, теперь можно задать нужный профиль для ручки. Обрезаем лишнее на ленточном отрезном станке или ручным лобзиком. Далее дорабатываем ручку напильниками по дереву и наждачной бумагой. Дерево нужно довести до идеально гладкого состояния, так ручка будет приятной на ощупь, а также получится выразительный рисунок древесины.
Когда ручка будет готова, пропитываем ее маслом для дерева или воском. Такая пропитка отлично будет защищать дерево от влаги, что актуально для кухонного ножа. А также масло подчеркивает натуральную красоту древесины.







Шаг восьмой. Завершение
Вот и все, нож готов, остается его наточить. Для таких целей очень удобно использовать точильные камни или ручной станок на основе точильных камней . Автор наточил нож до состояния лезвия, он легко режет бумагу. Само собой, зелень и прочие продукты такой нож будет резать превосходно.
В целом, если нож не оставлять киснуть в раковине, он будет служить довольно долго. На этом проект можно считать успешно завершенным, надеюсь, он вам понравился. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делить с нами своими идеями и самоделками!
Как сделать своими руками нож по металлу из алмазного диска циркулярной пилы
Мы с другом решили сделать ножи из одинаковой стали и одинаковой формы, но я делаю вручную, а он — электроинструментами.
Мне было интересно, сколько времени у меня уйдет на то, чтобы сделать нож по бетону или металлу, используя лишь надфили и дрель и свои руки. Результат меня очень порадовал.
Шаг 1: Шаблон


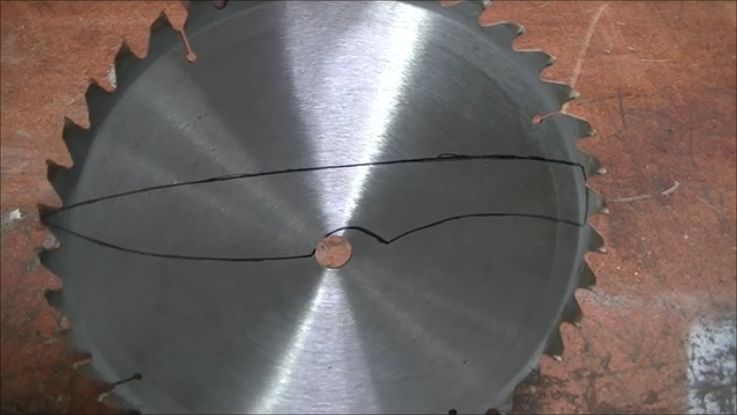
Я старался сделать нож из диска циркулярной пилы как можно больше. Сначала из тонкого картона вырезаем шаблон, затем обводим его тонким маркером на диске. Если обводить шаблон обычным маркером, толщина линии при вырезании полотна ножа может стать причиной кривизны контура.
Шаг 2: Грубая заготовка



Теперь вырезаем нож из алмазного диска, закрепленного на рабочем столе, часть с абрисом ножа. Если вы раньше не пользовались ножовкой по металлу, помните, что ее надо располагать зубьями от себя и полотно должно быть хорошо закреплено. Ножовка режет прямым ходом, поэтому убедитесь, что диск закреплен правильно.
Шаг 3: Делаем вспомогательные прорези




Чтобы легче было вырезать изогнутый контур, сделайте несколько вспомогательных перпендикулярных прорезей на всем протяжении изгиба, вплоть до ручки. Затем получившуюся гребенку срежьте ножовкой по металлу, держать ее нужно под небольшим углом.
Шаг 4: Дорабатываем заготовку надфилем




Чтобы довести заготовку до нужной формы, я взял кусок доски 5х10 см и прижал к нему заготовку струбциной. Это позволяет спокойно обрабатывать заготовку надфилем, так как она надежно закреплена. Надфилем удобно обрабатывать места, требующие точных и осторожных движений. Обух имеет легкий изгиб, его можно проверять плоской стороной надфиля. Если обух прямой, вы это сразу увидите.
Шаг 5: Тонкая доработка формы



Чтобы довести форму ножа до нарисованной, я использовал несколько разных надфилей. Заготовка выглядит почти готовым ножом, заусенцев почти не видно. Если где-то заметите пробелы, обновите маркером нанесенный контур и продолжайте шлифовать, пока контур ножа не совпадет с рисунком. Фото шлифовки отсутствуют, но я ее проводил: начал с абразива 150 грит, постепенно меняя до 220 грит.
Шаг 6: Сверлим отверстия





Отмечаем и сверлим отверстия для шпилек.
Шаг 7: Отмечаем середину лезвия



Маркером отмечаем длину лезвия ножа из дисковой пилы. Затем возьмите сверло такого же номера, что и толщина лезвия и приставьте к лезвию – так вы определите среднюю линию. Оставьте царапину сверлом по всей длине (на фото не очень хорошо видно). Эта линия очень поможет вам шлифовать спуск, чтобы лезвие не пошло волной или не перекосилось на одну сторону.
Шаг 8: Делаем на лезвии спуск




Для обозначения спуска я использовал рашпиль – и понял, что вручную я его ровно сделать не смогу. Я решил сделать более плавный угол спуска и начал снимать металл от кромки к ребру. Так как опыта у меня совсем нет, я действовал очень осторожно. Когда сделаете спуск под нужным углом, отшлифуйте всю заготовку наждачной бумагой 220 грит.
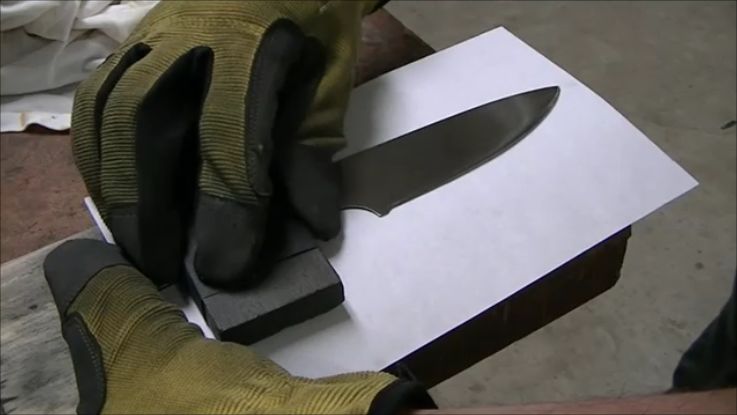
Шаг 9: Готовое лезвие

На фото заготовка с законченной формой и отшлифованная, готовая к закаливанию.
Шаг 10: Закалка лезвия




Сначала я хочу сказать, что я не рекомендую закалку в открытом пламени, хотя многие и говорят, что так делали и все нормально. Я считаю этот способ опасным, поэтому я закаливал нож в своем мини-горне. Если у вас нет такого, то можно закалить заготовку на заказ. Мои действия с мини-горном: сначала я развел костер, затем, использовав фен с надетой на него трубой, раскалил угли докрасна, и поместил заготовку в пламя. Когда она нагрелась до такой степени, что перестала магнитить, я остудил ее в арахисовом масле. На последней фотографии показан нож после закалки.
Шаг 11: Отпускаем металл



Теперь нужно отпустить металл. Для этого сначала очистите заготовку ножа от слоя окалины, образовавшейся во время закалки. Прогреваем духовку до 190°С, и помещаем туда заготовку ножа на один час. Через час выключите духовку и оставьте остывать, не открывая дверцу.
Как только заготовка остынет до такой температуры, что ее можно будет взять в руки, достаньте заготовку ножа. После отпуска металл приобрел светлый или светло-бронзовый оттенок. Теперь шлифуйте заготовку, начав с наждачной бумаги 220 грит и постепенно меняя абразивность до 400 грит. Я шлифовал заготовку в одном направлении – от ручки до острия, это придало поверхности металла однородный вид.
Шаг 12: Начинаем делать ручку




Обведите контур заготовки фломастером на рейке. Сжав рейку и обрезок доски 5х10 см струбцинами, я отпилил два кусочка, толщиной по 6 мм каждый (хотя можно было этого и не делать, а выпиливать заготовки прямо из целиковой рейки). Затем я выпилил две половины рукоятки.
Шаг 13: Дорабатываем рукоятку





Тщательно отшлифовываем те стороны деревянных частей рукоятки, которые будут склеиваться с металлом. Чтобы половины рукоятки приклеились вплотную к металлу, они должны быть максимально ровными, между металлом и древесиной не должно быть щелей и карманов. На этом же этапе я окончательно выбрал форму рукоятки.
На одной части рейки обводим хвостовик заготовки ножа, затем лобзиком выпиливаем заготовку рукоятки. Обводим эту заготовку маркером на другой рейке и тоже выпиливаем. Так у вас получатся две практически идентичные половины рукоятки. На последней фотографии примерка заготовок к хвостовику ножа, чтобы убедиться, что весь хвостовик будет закрыт древесиной.
Шаг 14: Формируем гарду




Теперь снова шлифуем и доводим форму. Очень важно вывести на этом этапе гарду (больстер), так как потом, после приклеивания половин рукоятки, подступиться к ней будет очень сложно, на металле обязательно останутся повреждения. Гарду шлифуйте, меняя номер наждачной бумаги до 800 грит, она должна быть приведена к окончательной готовой форме до приклеивания рукоятки.
Шаг 15: Сверли отвертстия




Теперь приступайте к сверлению отверстий под шпильки. Для этого просверлите одно отверстие, и вставьте в него сверло того же номера, что и то, каким сверлили. Это нужно, чтобы хвостовик случайно не сдвинулся относительно деревянной заготовки при сверлении второго отверстия. Также сверлим отверстия во второй деревянной заготовке рукоятки.
Шаг 16: Делаем шпильки


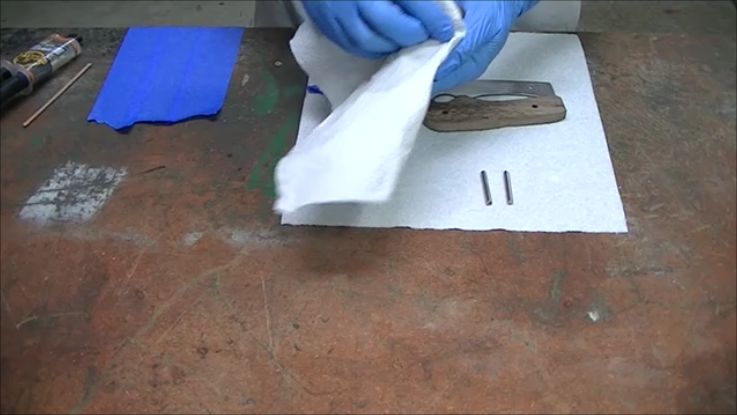
От прутка 5 мм из нержавеющей стали отпиливаем два кусочка, из них сделаем шпильки. Прежде чем нанести клей, покройте клинок защитным покрытием (я использовал изоленту). Поверхности всех склеиваемых деталей протрите ацетоном или спиртом, чтобы убрать пыль и сор, и чтобы обезжирить их.
Шаг 17: Клеим рукоятку




Когда все детали просохли после очистки, я замешал эпоксидку и щедро нанес ее на деревянные части рукоятки и на шпильки. Затем зажимаем рукоятку струбцинами и оставляем на сутки.
Шаг 18: Завершаем форму рукоятки




Когда клей просохнет, отрежьте выступающие части шпилек ножовкой. Теперь напильником обработайте рукоятку, чтобы наметить окончательную форму.
Шаг 19: Шлифуем рукоятку




Когда вы придадите рукоятке форму, приближенную к окончательному виду, начинайте шлифовать ее надфилями, а затем и наждачной бумагой, постепенно повышая число грит (я остановился на бумаге 600 грит)
Шаг 20: Обрабатываем рукоятку маслом



После достаточно длительного процесса шлифовки, я, наконец, получил нужную мне форму рукоятки и гладкость поверхности. Затем я очистил поверхность рукоятки ацетоном, а после нанес пять слоев тунгового масла.
Шаг 21: Точим лезвие


Лезвие ножа я заточил на своем шлифовальном блоке (меняя на нем наждачную бумагу 1000, 1500 и 2000 грит). Также я использовал кусок кожи для правки лезвия.
Шаг 22: Нож готов

На фото готовый нож. Хотя его изготовление было достаточно сложным, результат очень радует.
Шаг 23: Бонус

Я сделал еще два ножа, но уже не вручную, а с помощью электроинструментов. Могу сказать, что времени ушло практически втрое меньше, чем на первый нож.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Как сделать нож из диска циркулярной пилы своими руками?
Кустарный нож из пильного диска циркулярки, ножовочного полотна по древесине либо из пилы по металлу будет служить много лет вне зависимости от условий использования и хранения. Поговорим о том, каким образом изготовить нож из стальных элементов заводского изготовления, что для этого потребуется и на что необходимо обратить пристальное внимание. Также расскажем, как сделать кустарные резцы для любителей резьбы по древесине.

Рабочий инструментарий и материалы
Сырьевым материалом для создания кустарного ножика может стать любой, бывший в употреблении, либо новый режущий компонент из каленой стали. В роли полуфабриката желательно применять пильные круги по металлу, по бетону, пильные круги маятниковой торцевой и ручных пил. Приличным материалом будет бывшая в употреблении бензиновая пила. Из ее цепи возможно отковать и изготовить лезвие, которое по своим свойствам и наружному облику будет ничем не хуже легендарных дамасских клинков.

Для создания ножа из диска циркулярки своими руками станет необходимым следующее оснащение и материалы:
- углошлифовальная машина;
- наждачный станок;
- электродрель;
- линейка;
- молоток;
- наждачка;
- брусочки для затачивания;
- напильники;
- кернер;
- эпоксидка;
- проволока из меди;
- фломастер;
- емкость с водой.



Дополнительно необходимо обдумать вопрос с ручкой. Изготовленный предмет должен комфортно ложиться в ладоне.
Для создания рукояти предпочтительнее применять:
- цветные сплавы (серебро, латунь, бронза, медь);
- древесину (береза, ольха, дуб);
- оргстекло (поликарбонат, плексиглас).
Материал для рукояти должен быть цельным, без растрескиваний, гнилости и иных изъянов.



Приемы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
- На полуфабрикате не должно иметься заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки требуется обследовать и простучать. Целостный элемент звучит звучно, а бракованный – приглушенно.
- При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Все переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти необходимо сточить под углом 90 градусов.
- При вырезании и обработке нельзя допускать перегрева металла. Это ведет к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная ее в емкость с холодной водой.
- Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошел процедуру закалки. Заводские пилы рассчитаны на работу с очень крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.

Хвостовую часть лезвия не нужно делать чрезмерно тонкой. Ведь конкретно на данную область ножа будет прилагаться основная нагрузка.
Изготовление ножа
Если пильный диск большой и не сильно изношен, то из него получится изготовить несколько лезвий различного предназначения. Затраченные усилия этого стоят.
Нож из круга циркулярки делается в определенном порядке.
- На диск приставляется лекало, очерчиваются очертания лезвия. Поверху маркера кернером наносятся царапинки либо точечные линии. После этого картинка не исчезнет в процессе выпиливания детали и ее корректировки под необходимую конфигурацию.
- Приступаем к выпиливанию лезвия. Для этой цели стоит применить углошлифовальную машинку с диском по железу. Необходимо вырезать с запасом 2 миллиметра от черты. Это необходимо, чтобы потом сточить пережженный углошлифовальной машинкой материал. Если углошлифовальной машины под рукой нет, то вырезать черновую деталь можно посредством тисков, зубила и молотка либо ножовки по металлу.


- На наждачном станке убирается все ненужное. Делать это нужно аккуратно и не спеша, стараясь не перекалить металл. Чтобы этого не случилось, деталь необходимо периодически окунать в воду до полного охлаждения.
- Подбираясь ближе к контуру будущего лезвия, необходимо быть более осторожным, чтобы не утратить очертание ножа, не сжечь его и соблюсти угол 20 градусов.
- Сглаживаются все ровные участки. Это сподручно выполнять, приставляя деталь к боковой области наждачного камня. Переходы делаются округлыми.
- Заготовка чистится от заусенцев. Выполняется шлифование и полирование режущего полотна. Для этого применяется несколько разных камней на наждачном станке.



Закалка лезвия
Подключите самую крупную конфорку на газовой плите на максимум. Этого не хватит, чтобы разогреть лезвие до 800 градусов по Цельсию, потому вдобавок применяйте паяльную лампу. Подобный разогрев размагнитит деталь. Имейте в виду, что температура закалки разная для различных видов стали.
Вслед за тем, как деталь прогреется до такой степени, что магнит прекратит к ней липнуть, подержите ее в жаре еще минуту, чтобы удостовериться что она прогрелась ровно. Обмакните деталь в подсолнечное масло, подогретое приблизительно до 55 градусов, на 60 секунд.
Оботрите масло с лезвия и поместите его на один час в духовой шкаф, прогретый до 275 градусов. Деталь в процессе станет темной, но наждачная бумага с зернистостью 120 справится с этим.



Делаем ручку
Отдельно необходимо заострить внимание на том, как изготавливается рукоятка. Если применяется дерево, то берется цельный кусок, в котором производится продольный прорез и сквозные отверстия. Потом болвашка нанизывается на лезвие, в нем делается разметка отверстий под крепеж. Фиксирование ручки на лезвии осуществляется посредством винтов с гайками. В варианте с винтовым монтажом головки метизов утапливаются в структуре дерева и заливаются эпоксидкой.
Когда рукоятка собирается из пластмассы, применяются 2 симметричные пластины. Формируем контур рукоятки. Вооружившись напильниками различной зернистости, начинаем формирование контура рукоятки. Понемногу уменьшайте шероховатость по мере создания. В конце концов взамен напильника на поддержку приходит наждачка. Посредством ее рукоятка сформировывается полностью, ее необходимо сделать совершенно гладкой. В конце используйте наждачку зернистостью 600.
Нож практически готов. Рукоятку пропитываем (если она деревянная) льняным маслом либо подобными растворами для предохранения от сырости.



Заточка ножа
Если хотите получить по-настоящему острый нож, применяйте для затачивания водный камень. Как и в варианте со шлифовкой, зернистость водного камня необходимо понемногу убавлять, доводя полотно до совершенства. Не забывайте при этом постоянно мочить камень, чтобы он вычищался от железной пыли.


Создаем самодельные резцы для резьбы по древесине
Резцы по древесины являются ручным инструментом, использующимся для художественной резьбы дерева, стоимость которых не каждому по карману. Вследствие этого у многих возникает желание сделать их самостоятельно.
Резец имеет в своей структуре режущий стальной компонент и деревянную рукоять. Чтобы сделать подобный нож, потребуется элементарный комплект инструментария.
Инструменты и приспособления:
- наждачный станок;
- углошлифовальная машина для нарезки заготовок;
- электролобзик;
- циркулярный резак;
- наждачная бумага.




Кроме того, понадобится сам материал, в частности – углеродистая либо легированная сталь для создания режущего инструмента.
Исходные материалы:
- круглый брусочек из древесины с 25-миллиметровым сечением;
- полоска из стали (0,6-0,8-миллиметровой толщины);
- сверла (под резьбу);
- диски для циркулярного резака.



Расходником также является и абразивный диск, посредством которого будет производиться шлифование резца. БУ диски от циркулярки пригодятся в роли ключевого материала для создания резцов.
Поэтапное руководство по созданию резца по древесине
Создание полуфабрикатов под лезвие для резца
Элементы под лезвие резца выполняются из бывшего в употреблении циркулярного диска. Для этого диск по разметке разрезается посредством углошлифовальной машины на несколько прямоугольных полос размером приблизительно 20×80 миллиметров. Каждая полоса — это резец в будущем.


Придаем очертание основным резцам
Каждый резец требуется обработать до требуемой конфигурации. Процесс можно реализовать 2 приемами: посредством затачивания на станке и ковкой. Ковка необходима для формирования прогиба, а обтачивание – для образования единой конфигурации лезвия.
Заточка
Чтобы выполнить заточку лезвия, нужен наждачный станок с камнем маленькой зернистости. Заточка выполняется под наклоном приблизительно в 45 градусов, а длина заостренной части равняется где-то 20-35 миллиметров с учетом совокупной длины резца. Само лезвие может точиться как руками, так и на оснастке.

Создание ручки для комфортной резьбы
Чтобы пользование инструментом было исключительно комфортным, потребуется сделать деревянную рукоять. Рукоять выполняется на спецоборудовании либо руками, способом строгания и последующей шлифовки посредством наждачки.

Состыковка лезвия с ручкой
Стальное лезвие вставляется вовнутрь ручки из древесины. Для этого внутри рукоятки высверливается отверстие в глубь до 20-30 миллиметров. Полотно резца будет находиться снаружи, а сама основа заколачивается в полость ручки.

Надо заметить, что для надежного фиксирования на кончике стальной детали должно иметься заострение в форме иголки. При забивании необходимо применять накладку из плотной материи, чтобы не нарушить заточку лезвия.
Монтирование венца
Стопорное кольцо из стали ставится для того, чтобы закрепить лезвие. На деревянной рукояти прорезается специализированный контур точно по размеру кольца. Затем нарезается резьба и уже на изготовленную резьбу фиксируется само венцовое кольцо. В результате деревянная рукоять должна сдавиться со всех сторон, а лезвие – плотно зафиксироваться в «теле» изделия.

Шлифование лезвия
Чтобы резьба по древесине была предельно качественной, нужна доводка лезвия. Для этого применяется мелкий точильный брусок либо обычная керамика. На плоскость лезвия льется немножко масла (возможно употребление моторного), а затем резец точится под углом 90 градусов.


В результате выйдет острое выведенное приспособление, а в случае благополучной заточки резьба по древесине станет крайне легкой и комфортной.
О том, как слелать нож из циркулярного диска своими руками, смотрите в следующем видео.
Нож из пильного диска своими руками
Изготовление ножа – увлекательный процесс. Вы создаёте фундаментальный инструмент – один из первых когда-либо созданных человеком. Сложная часть процесса – создание клинка. Если у вас под рукой есть кузница и качественная инструментальную сталь, это здорово, но маловероятно. К счастью, есть очень хорошая альтернатива – изготовить своими руками нож из диска циркулярной пилы.
 Самодельный нож из пильного диска.
Самодельный нож из пильного диска.
Необходимые материалы и инструменты
В первую очередь понадобится достать само полотно для изготовления клинка.
Старые пильные диски циркулярки изготавливаются из высококачественной стали. Вы можете найти их в изобилии на свопах, гаражных распродажах. Большим преимуществом использования старой пилы является отсутствие сложных металлургических работ. Если изготавливать лезвие из диска по бетону, оно уже сразу будет обладать необходимой твёрдостью для удержания остроты и остальными характеристиками качественного ножа.
Для создания холодного оружия потребуется следующий перечень инструментов (будем пользоваться подручными средствами, имеющимися в любом гараже, если у вас есть альтернатива некоторым предметам – используйте её):
- маркер;
- ножницы;
- болгарка;
- ножовка по металлу;
- защитное снаряжение (очки, перчатки);
- шлифовальная машина;
- тиски;
- хомуты;
- ножовка по дереву;
- напильники;
- наждачная бумага;
- плоскогубцы;
- дрель и сверло;
- газовая печь и паяльная лампа;
- зажигалка.
- лезвие пилы;
- бумага или картон для эскиза;
- полотенца (тряпки);
- тушащее масло;
- деревянные заготовки для изготовления рукояти;
- заклёпки;
- эпоксидная смола;
- абразивы для заточки.
Приёмы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
На полуфабрикате не должно быть заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки необходимо обследовать и простучать. Целостный элемент звучит звонко, а бракованный – приглушённо.
Циркулярный диск для изготовления ножа.
При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти нужно сточить под углом 90 градусов.
При вырезании и обработке нельзя допускать перегрева металла. Это ведёт к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная её в ёмкость с холодной водой.
Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошёл процедуру закалки. Заводские пилы рассчитаны на работу с крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.
Нож из дисковой пилы своими руками – пошаговая инструкция
Чтобы получить желаемое изделие, необходимо следовать технологическому процессу. Самодельный нож из пильного диска, ножовки по дереву или из пилы по металлу прослужат много лет независимо от условий хранения и пользования. Рассмотрим, как сделать нож из металлических деталей фабричного производства, что для этого нужно и на что следует обратить внимание.
Создание макета
На этом этапе работ можно определиться с формой лезвия будущего клинка и формой рукояти. Макет лучше всего изготавливать из плотного картона или тонкой фанеры. Можно использовать и плотный пластик. Жёсткое лекало позволит понять, как нож из дисковой пилы будет лежать в руке, и насколько удобно им будет пользоваться. Старайтесь избегать прямых углов, так как они концентрируют на себе большую нагрузку при ударах. Старайтесь не использовать сложные формы, если вы в этом деле новичок. Найти подходящий чертёж сегодня легко с помощью интернета и потом его вырезать, не утруждаясь черчением.
Если у вас или у товарища есть нож желаемой формы и дизайн, можно просто перенести его на картон.
Вырезание и первичная обработка заготовки
С помощью маркера обрисовываем эскиз на стальном круге. Если ваш будущий нож не очень большой, можно сделать из одного круга несколько клинков. Для вырезания можно использовать как болгарку, так и ножовку по металлу. Тут всё зависит от ваших навыков и средств. Зажимаем стальной профиль в тиски и не спеша режем его, отступив несколько миллиметров от линии чертежа, чтобы предотвратить ошибки.
Полученная заготовка будет мало напоминать желаемый нож: линии будут кривыми и грубыми. Поэтому потребуется первичная обработка, которая будет включать в себя выравнивание эскиза по желаемой линии, выпиливание маленьких дополнительных элементов и придачу ему плавной формы. Делать это можно с помощью шлифовальной машинки или обычного напильника, закрепив заготовку в тисках. Можно задать будущий угол заточки лезвия тем же напильником или другим удобным способом.
Придание заготовке окончательной формы
Постепенное стачивание заготовки до намеченной маркером линии делает её уже более похожей на нормальный нож, позволяет увидеть маленькие изъяны и неточности, а также максимально приблизиться к конечной форме. Необходимо использовать разные размеры, зернистости и виды напильников для достижения результата. Чтобы не сточить лишнего, можно ещё приложить картонный эскиз и повторно обвести его. Дальше намеченной линии двигаться не надо.
Заготовка для изготовления ножа.
И также этот этап подразумевает доводку лезвия, не заточку, не полировку, а именно доводку. Делаем это с помощью наждачной бумаги, которая должна удалить грубые следы от напильника. Эту манипуляцию необходимо провести со всем корпусом, убирая заусеницы и неровности.
Сверление хвостовика
При сверлении нужно учитывать будущий размер рукояти и диаметр заклёпок. Вымерять расстояние между ними необходимо согласно чертежу. Подбираем необходимые свёрла (будет проще работать с применением алмазного), кладём заготовку на деревянный брусок и проделываем отверстия. Видно, что на клинке появились небольшие выступы, их аккуратно выравниваем наждаком.
Формирование режущей кромки
Наносим маркером линию вдоль будущей режущей кромки лезвия. Затем, используя сверло такой же толщины, что и лезвие, делаем отметку точно посередине линии лезвия. Эта отметка будет удобной при обработке напильником режущей кромки, чтобы не сделать её с неровным наклоном.
Для формирования режущей кромки применяем напильник с крупной насечкой, переходя от кромки к обуху. После того как режущая кромка будет нормально выточена, проходим наждачной бумагой по всей площади лезвия.
Готовое лезвие
Мы получаем готовое лезвие, только оно ещё не обладает достаточной остротой, так как она будет задаваться уже после закалки, перед полировкой.
Закаливание и отпуск
Закаливание предаст металлу дополнительную твёрдость, а отпуск гибкость, такой клинок будет ничем не хуже заводского.
Закаливание режущей кромки ножа.
Подключите самую крупную конфорку на газовой плите на максимум. Этого не хватит, чтобы разогреть лезвие до 800 градусов по Цельсию, потому вдобавок применяйте паяльную лампу. Подобный разогрев размагнитит деталь. Имейте в виду, что температура закалки разная для различных видов стали.
Вслед за тем, как деталь прогреется до такой степени, что магнит перестанет к ней липнуть, подержите её в огне ещё минуту, чтобы удостовериться, что она прогрелась ровно. Обмакните деталь в подсолнечное масло, подогретое до 55⁰С, на 60 секунд.
Оботрите масло с лезвия и поместите его на один час в духовой шкаф, прогретый до 275⁰С. Деталь в процессе станет тёмной, но наждачная бумага с зернистостью 120 легко справится с этим.
Используйте все меры предосторожности: плотные перчатки, длинный держатель, очки и соблюдайте дистанцию.
Выпиливание заготовки рукояти и подготовка к склеиванию
Используя лезвие в качестве образца, наносим очертание рукоятки на деревянном бруске. Рукоять изготавливайте из любого подручного дерева, но ольха обладает большей плотностью и практически не впитывает влагу и запахи. Выпиливаем 2 симметричные части толщиной около 0,6 см.
Теперь накладываем их на хвостик для примерки. Чтобы заготовки хорошо прилегали к хвостовику, после проклейки эпоксидной смолой при помощи ровной поверхности и наждачной бумаги одну сторону у каждой из частей делаем максимально плоской. Так точно не будет пробелов после склеивания.
На этом месте определяемся с формой рукояти и наносим её примерные очертания. Затем снова переносим очертания хвостовика на деревянную часть рукояти. Выпиливаем лобзиком форму на одной из частей и затем, приложив её к другой, переносим контур на вторую. Это позволит получить одинаковые части.
Формирование верхней части рукояти
Придётся хорошо поработать наждачной бумагой и напильником, чтобы придать более точную форму рукоятке. Желательно полностью завершить верхний контур, потому что после склеивания с ним будет сложно работать и к тому же можно поцарапать лезвие. Поэтому добиваемся окончательной формы, шлифуем её и только потом переходим к следующему шагу.
Сверлим в заготовках одно отверстие под заклёпки, заранее учтя их диаметр, и вставляем в него сверло соответствующего диаметра, чтобы избежать ошибок во время проделывание второго отверстия.
Изготовление клёпок
Можно купить заклёпки, чтобы не заморачиваться. Но мы же решили изготавливать нож своими руками, а это его составляющая часть, и её мы также сделаем сами. Тут нет ничего сложного. Вырезаем стальной стержень необходимого диаметра, оставляя на 5 миллиметров больше ширины рукояти. Таких заклёпок надо две, желательно, чтобы они были нержавеющими.
Придание рукояти нужной формы
Теперь склеиваем наши половинки, предварительно обработав поверхности ацетоном. Лезвие закрываем тряпкой или бумагой, чтобы не вымазать его. Вставляем стержни так, чтобы все отверстия совпадали, выравниваем две половинки и зажимаем их специальными хомутами или тисками, оставляем сохнуть согласно инструкции.
Рукоять ножа выполненная из дерева.
После того как они склеились, остаётся только предать рукояти необходимую форму. Сначала стачиваем заклёпки до уровня рукоятки, затем работаем напильником и наждачной бумагой.
Шлифование и лакирование рукояти ножа
После того как ручка получила очертания будущего изделия, переходим к окончательной её шлифовке. Начиная с большой зернистости и заканчивая очень мелкой, шлифуем до тех пор, пока изделие не станет гладким и блестящим.
Уже готовую рукоять протираем ацетоном и покрываем лаком. После того как высох первый слой, наносим второй. Количество слоёв – 3-5. Лак тоже полируем наждачной бумагой с мелким зерном.
Заточка клинка
Осталось только придать уже сформированной режущей кромке бритвенную остроту, и нож можно считать готовым. Всё делаем по стандартной схеме: на глаз выставляем необходимый уровень заточки, чтобы лезвие не было слишком тонким (будет быстро тупиться), и слишком толстым (будет плохо резать). Точим от острия к обуху, начиная с крупной зернистости и заканчивая мелкой. Последний шаг – полировка очень мелким зерном и войлочным кругом или джинсой.
Если вы проделали все шаги правильно, вкладывая в работу душу, то получите качественный нож, изготовленный своими руками.
Отрезной диск по металлу для циркулярной пилы
Когда встает вопрос о ремонте дома или на даче, починке чего-либо, о выполнении профессиональных функций, то без циркулярной пилы никак не обойтись. Это незаменимый помощник, инструмент, который выручит в любую минуту. Сама по себе пила работать не будет, для нее нужно купить пильный диск. От этого товара будет зависеть скорость работы пилы, производительность и качество итоговой работы, а если выбрать его неправильно, то возрастет риск травмирования человека.
Универсальные диски
Выбирать необходимый для работы пильный круг довольно сложно. Это целая наука! Все потому, что одновременно надо учитывать многие параметры и характеристики, сопоставлять их, а если опыта покупки такого инструмента нет, то лучше доверить это дело специалисту. И не всегда сотрудники строительных магазинов или гипермаркетов могут пояснить, какой круг лучше и какой подойдет для той или иной работы.
Если есть знакомый, который сможет рассказать и подсказать, что будет приемлемым вариантом, а какой диск не стоит покупать, нужно попросить его помочь с выбором. Очень много неприятных ситуаций (травм, несчастных случаев) происходит именно с пилами, поэтому так важно подобрать правильный отрезной диск, цена которого не может быть низкой.
Многие люди стараются сэкономить на покупке подобного товара, ищут универсальные круги. Следует запомнить одни важный пункт – для электрической пилы не существует универсальных дисков. Ведь один круг не справится одинаково хорошо с резкой и по металлу, и по дереву, или по другим композитным материалам. Каждый товар предназначен для своего вида работы.
Лучше всего иметь несколько кругов для определенных работ и материалов, хоть это и увеличит расходы. Зато качество резки или обработки материала, эффективность и скорость будут на высоте. К тому же нужно подбирать диски исходя из имеющегося оборудования, к примеру, торцовочную пилу можно оснастить кругом с отрицательным углом зубьев. От этого распил будет чистым. Но есть и минус – в эти зубья забиваются отходы, что перегружает двигатель.
Разделим все отрезные диски по типу эксплуатации на:
Их различие состоит и в качестве реза, и в износостойкости, и в цене.
Диски по металлу
Отрезные круги по металлу давно стали популярным товаром в сфере профессиональных строительно-ремонтных работ. Металл могут резать механическим (ножницами, пилами, углошлифовальной машиной) или термическим способом (резка газом, кислородом и т.д.).
Достаточно эффективным и наиболее часто применяемым методом является использование электрической пилы, которая бывает дисковой, сабельной или болгаркой. С первыми очень просто работать, так как на них устанавливаются быстрорежущие круги из твердых сплавов. Они имеют высокий уровень стойкости к разрушениям.
Дисковая электропила поможет в работе с металлом и деревом, причем она сделает узкий пропил, производя минимальный объем стружки. Также возможна фигурная и угловая резка. К минусам относится шумность.
Чтобы купить качественный товар, нужно прочитать маркировку – на ней всегда указываются частота вращения, размеры и направление реза. Так, на упаковке обычно имеются такие параметры:
- Скорость вращения.
- Срок службы.
- Количество зубьев.
- Ширина пропила.
- Размер посадки.
- Направление вращения.
- Диаметр.
- Для резки какого материала подходит данный круг.
Для металлических конструкций подойдут твердосплавные варианты. Количество сегментов, а также зубьев будет влиять на быстроту распила. На сегментах есть напайки, что является ключевым параметром при работе с металлом. Зубья на таких товарах могут быть из сплава вольфрама и кобальта или карбида и вольфрама. Некоторые фирмы делают прорези на зубьях, что увеличивает охлаждающий эффект во время работы. Этот факт обуславливает долгую службу инструмента.
Разновидности дисков по металлу
Как уже было сказано выше, универсального круга или такого, что подходит для любых поверхностей и материалов, не бывает, поэтому для распила дерева, алюминия, стали и т.д. нужны особые круги. Выполнить работу качественно можно только при наличии подходящего инструмента, цена которого достаточно высокая, и это касается не только пилы. Секреты ровной и аккуратной резки заключаются в размере и числе зубьев, их форме и угле наклона.
Если необходимо выполнить продольный распил, то понадобится отрицательный наклон зубьев, для поперечного подойдет положительный наклон. Отрицательное отклонение можно использовать для резки цветных металлов. Среднее число зубьев прекрасно справится с работой над мягкими металлами.
Пильные диски можно условно разделить на такие типы:
Первые создаются из сплошного материала, вторые имеют напайку на зубьях. В этом и есть отличие инструментов. Монолитные способны распилить чугун, нержавеющую сталь, титан и бронзу.
Угол наклона зубьев бывает нулевым, отрицательным и положительным. Так, инструмент с большим количеством зубьев и отрицательным углом распилит любой предмет чисто и ровно. И при наличии малого количества зубьев под положительным углом обеспечит высокую скорость.
Чтобы правильно выбрать и купить пильный диск, следует:
- Сначала определить, что требуется сделать, какой материал подлежит обработке.
- Узнать особенности инструмента (станка или электропилы):
- скорость оборотов шпинделя;
- диаметр штифта и возможный диаметр круга;
- мощность инструмента и его допустимую нагрузку.
Без учета этих параметров невозможно подобрать диск, который будет отвечать всем требованиям оборудования. К тому же важно проверить маркировку, в которую включены серия, конструкция, диаметр посадки, внешний диаметр, толщина круга, тип, число и угол наклона зубьев, число оборотов.
Диски для циркулярки
Диск для циркулярной пилы поможет разрезать различные материалы, к которым относят:
- древесину и изделия из листов ДСП, ОСП, фанеры и др.;
- полимерные вещества, органическое стекло, полистирол;
- природный камень, мрамор;
- мягкие металлы (сплавы из алюминия, меди);
- трубы, листы профнастила и др.
К основным параметрам инструмента для циркулярки относят наружный диаметр, что определяется габаритами кожуха. Для ручных машинок/станков подойдут 130-250 мм диски. Посадочный диаметр может иметь числовой показатель 16, 20, 22, 30, 32. Этот параметр должен совпадать с размером вала пилы.
Зубья могут иметь множество резцов (80-90), среднее количество (40-80) или небольшое число (до 40). Их наклоны разделяют на стандартный (5-15 градусов), агрессивный (15-20), отрицательный (от 0 до -5 градусов). По типу резца выделяют:
- плоский резец для резки древесины;
- сменный – для дерева, фанеры, композитных плит;
- комбинированный – может применяться для многих видов работ;
- трапециевидный плоский резец подходит для обработки мягких цветных металлов, а также дерева и полимеров;
- сменный с увеличенной наклонной боковой частью подойдет для работы с хрупким и склонным к расколам материалам, для поперечного распила
Толщина имеет стандартный показатель в 3,2 мм. Чем толще диск, тем он прочнее. Однако большие круги увеличивают расход материала.
Если купить качественный диск по металлу, он прослужит долгие годы, прежде чем износится. И его цена не должна быть низкой. Если использовать его правильно и аккуратно, он обеспечит эффективную и быструю работу с металлом или другим материалом.
Диск для циркулярной пилы: выбираем правильно

Диск для циркулярной пилы – это рабочий орган, предназначенный для резки различных материалов. Он является неотъемлемой частью, без которой невозможно проводить какие-либо операции по обработке заготовок. Пильные диски используются в стационарных станках и ручном режущем инструменте.
Предназначение
В зависимости от вида диска могут обрабатываться:
- древесина различных пород;
- изделия из древесины – листы ДСП, ОСП, фанера, ламинированное напольное покрытие и другие подобные материалы;
- полимерные вещества и изделия из них, например, органическое стекло, полистирол;
- природный каменный материал, например, мрамор;
- мягкие металлы – алюминиевые, медные сплавы;
- изделия на основе железных сплавов – трубы, листы профнастила и т. п.
Режущий инструмент имеет определённые характеристики, параметры, размеры, назначение, свойства материала, из которого он изготовлен.
Основные параметры диска для циркулярной пилы
Наружный (внешний) диаметр
Определяется внутренним размером защитного кожуха  – диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
– диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
Внутренний, посадочный диаметр
Имеет несколько размеров: 16, 20, 22, 30, 32. Важный параметр – диаметр должен соответствовать размеру силового вала на пиле, под которую подбирается диск. На некоторых моделях дисков расположены дополнительные отверстия, фиксирующие диск на штифтах.
Количество зубьев на диске
Влияет на такие параметры, как скорость резки и  чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
- большое количество резцов, находится в диапазоне 80-90 шт.;
- среднее количество (40-80 шт.);
- малое количество (10-40 зубьев).
Диски со средним количеством резцов относят к универсальному типу. Ими можно обрабатывать мягкую и твёрдую древесину, выполнять поперечные и продольные резы, применять для обработки различных изделий из древесины.
Наклон зуба
Определяется отклонением от радиуса диска  поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
- стандартный наклон – угол изменяется от 5° до 15°;
- положительный, агрессивный наклон составляет 15-20°;
- обычный, отрицательный угол лежит в диапазоне от 0° до -5°.
Конфигурация зубьев
Каждый тип резца сконструирован и выполнен для решения определённой задачи. Подразделяются:
- Плоский резец – применяется для быстрого продольного пиления мягкой или твёрдой древесины, имеет обозначение FT.
- Сменный резец – имеет последовательно чередующийся сменный наклон зубьев в одну или
 другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB.
другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB. - Комбинированный резец – это последовательная смена групп из сочетания четырёх сменных резцов (ATB) и одного плоского (FT). Обозначаются как Combi. Этот тип диска относят к универсальным из-за возможности выполнять разные виды пропилов.
- Трапециевидный плоский резец – выполнен из следующих друг за другом плоских зубьев. Более высокий заточен под трапецию, низкий является плоским. Применяется для обработки древесины и изделий из неё, для полимерных материалов и мягких цветных металлов. Имеет обозначение TCG.
- Сменный резец с увеличенной наклонной боковой частью – разработан для обработки материала, склонного к раскалыванию, а также для чистового поперечного пиления. Обозначается HiATB.
 другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB.
другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB.Толщина диска
Определяет фактическую ширину пропила.
Стандартный размер составляет 3,2 мм. Кроме этого, толщина диска сказывается на прочности самого режущего инструмента. Уменьшение параметра приводит к тяжёлым режимам работы, перегреву диска и к поломке. Больший размер вызывает повышенный расход обрабатываемого материала, то есть «перевод в стружку».
Дисковые пилы применяются при обработке различных материалов. Соответственно и режущий инструмент выполняется под конкретные задачи.
Виды дисков для циркулярной пилы
Монолитный диск. Выполнены они из качественной  высокоуглеродистой или быстрорежущей стали. Применяются для обработки древесины и продукции из неё, а также для реза изделий из полимеров. Обладают рядом преимуществ:
высокоуглеродистой или быстрорежущей стали. Применяются для обработки древесины и продукции из неё, а также для реза изделий из полимеров. Обладают рядом преимуществ:
- недороги;
- простая заточка зубьев – можно выполнять эту операцию самостоятельно, без наличия сложных специальных приспособлений;
- многократно перетачиваются, следовательно, имеют достаточно большой ресурс работы.
Диск с зубьями, которые усилены твердосплавной напайкой. Полотно изготавливается из прочной инструментальной стали. Напайка – это сплавы из стали с высоким содержанием карбидов вольфрама или кобальта. Благодаря такому решению эти диски стали наиболее распространёнными. Имеют ряд достоинств:
- позволяют резать большинство из известных материалов;
- не требуется производить развод зубьев;
- прочны и надёжны в процессе работы;
- срок службы от заточки до заточки в несколько раз выше по сравнению с монолитным диском;
- дают более чистый рез;
- повышают скорость резания;
- выпускаются широким ассортиментом для решения всевозможных задач при распиловке материалов.
 раз выше по сравнению с монолитным диском;
раз выше по сравнению с монолитным диском;При этом есть существенный недостаток – такие диски относительно дороги и для заточки требуется специальное оборудование.
Рекомендации по выбору диска
При выборе диска необходимо учитывать технические параметры циркулярной пилы:
- мощность двигателя;
- максимальное число оборотов;
- посадочный размер на валу двигателя;
- внутренний диаметр защитного кожуха.
Мощность двигателя влияет на тип диска –  отрицательный угол, большое количество зубьев создают большую нагрузку на двигатель, которому придётся работать в «пиковом» режиме.
отрицательный угол, большое количество зубьев создают большую нагрузку на двигатель, которому придётся работать в «пиковом» режиме.
Число оборотов или скорость вращения шпинделя взаимосвязаны с определёнными размерами диска, которые рекомендует применять производитель. Установка режущего инструмента с отклонениями от рекомендованных может привести к нештатному режиму работы, вследствие чего возможны поломки диска, пилы и порча обрабатываемого материала.
Посадочные размеры диска (внутренний диаметр) и соответствующий на валу двигателя должны совпадать, в противном случае инструмент невозможно установить на пилу.
Внешний размер диска не может превышать внутренний размер кожуха – при нарушении этого параметра инструмент не установится на пилу.
На тип диска влияет ряд факторов:
- вид проводимых работ, обрабатываемый материал;
- устройство, конструкция режущего инструмента;
- количество зубьев, их конструкция.
Выполняемые работы и обрабатываемый материал. Так как диски выпускаются разные, то необходимо определиться с видами операций (какие виды резов будут осуществляться), а также учесть, что будет обрабатывать режущий инструмент.
В зависимости от вида операций и материала подбирается тип диска: монолитный или с твердосплавными напайками.
Режим обработки и вид материала определяют количество зубьев, их вид и наклон. Наиболее популярно среднее количество зубьев с трапециевидной заточкой с положительным углом наклона.
Качество изготовления диска
Имеется несколько признаков, по которым можно почти точно определить, является ли изделие качественным или сделано «на коленке»:
- На диске обязательно должна быть выполнена маркировка, причём надпись наносится посредством лазерного инструмента, а не краской.
- Полотно должно быть подвергнуто процедуре шлифовки и полировки – чистоту обработки видно взглядом, если «поиграть» диском на свету.
- Диск режущего инструмента подвергают процедурам балансировки и калибровки – операция условно напоминает балансировку автомобильного колеса. Режущий инструмент после такой обработки не будет «бить», при работе не возникнет вибрация.
- Для компенсации возможных температурных расширений на диске выполняются специальные прорези, заканчивающиеся небольшими разгрузочными отверстиями.
- Некоторые производители усиливают диск несколькими круговыми кольцами жёсткости.
- Ещё один показатель качества – это имя производителя, его торговая марка. На сегодняшний день это европейские, американские, южноазиатские, российские и китайские производители (перечислены по убыванию качества). К слову, часть российских производителей выпускает продукцию, сопоставимую по некоторым параметрам с европейской или американской.
В общем, правильно выбрать диск для циркулярной пилы – это почти наука. Если нет опыта, то лучше за консультацией обратиться к профессионалам, причём тем, кто имеет навык работы на циркулярной пиле не менее 2-3 лет.
Видео о замене диска циркулярной пилы.

