

Универсальная стойка для сверления и нарезания резьбы

Если вам приходится много сверлить, а потом еще и нарезать резьбу в просверленных отверстиях, то можно использовать самодельное приспособление. В данном обзоре расскажем и покажем, как сделать универсальную стойку для сверления и нарезания резьбы.

В качестве основания самодельной стойки автор использует прямоугольный кусок металла толщиной примерно 10-12 мм. При необходимости поверхность зачищаем болгаркой с корд-щеткой или лепестковым кругом.
Далее необходимо будет отрезать кусок тавровой балки. Ее нужно приварить к основанию вертикально. Если нет такого таврового профиля, можно использовать два уголка (нужно сварить их между собой).

Основные этапы работ
На следующем этапе потребуется прямоугольный стальной брусок. В нем надо просверлить отверстия и потом нарезать резьбу метчиком. Далее в бруске нужно просверлить еще одно отверстие большого диаметра.

В металлическом круглом прутке по бокам необходимо будет просверлить два отверстия для фиксации сверлильного патрона.

Также на токарном станке автор вытачивает хвостовик, чтобы можно было вставить металлический пруток в патрон шуруповерта или электродрели.
После этого приступаем к сборке самодельной стойки. К тавровому профилю, приваренному к основанию, нужно прикрутить стальной брусок. В него вставляем круглый металлический пруток, в который вкручивается сверлильный патрон.

Подробно о том, как сделать универсальную стойку для сверления и нарезания резьбы, смотрите в данном видео.

Простой и надежный способ соединения заготовок из дерева

Следующий пост
Как сделать хитрую головоломку из деревянных брусочков
Комментарии
Рубрики сайта
- Авиация
- Авто и мото
- Армия и флот
- Археология
- Животные
- Здоровье
- Знаменитости
- Игры
- Интересное
- Интернет и компьютеры
- История
- Космос
- Кулинария
- Культура и искусство
- Мода и стиль
- Музыка
- Наука и технологии
- Новости
- Общество
- Охота и рыбалка
- Политика
- Природа
- Происшествия
- Психология
- Путешествие и отдых
- Развлечения
- Религия
- Родноверие
- Рукоделие
- Сад и огород
- Самоделки
- Спорт
- Строительство и дизайн
- Тайны и мифы
- Экономика
- Юмор, приколы
- Песочница
Последние комментарии


Я бы советовала покупать шкаф-купе, каркас которого изготовлен из ДСП толщиной 18 мм. Он б.

У сестры всегда было пониженное давление, но она как-то не очень это замечала. А однажды л.

хохол – это диагноз.

Когда я играю в Topigr, я бы хотел, чтобы мы были полностью свободны от проблем, и не бесп.

Сейчас в мире столько всего не объяснимого, что мама не горюй.

Пиндосы, признайтесь что вы не были на Луне и мы от вас отстанем.

Басков такой-же бандерлог как и Ротару! Басков, почему не едешь выступать в Крым и Донбасс.

Так называемая «поистине великая звезда» спонсировала геноцид Донбасса! Пусть выступает пе.
Набирающие популярность

Как отрегулировать пластиковую дверь

Фильтр Циклон для пылесоса из ПВХ труб

Съемник масляного фильтра своими руками

Украшаем сад с помощью бетонных шлакоблоков

Самодельное зарядное для автомобильного аккумулятора
Информационно-развлекательный сайт «Лабуда» – это ежедневные, оперативные, актуальные, интересные новости и полезная информация из разных сфер жизни.
Полное или частичное копирование материалов сайта labuda.blog разрешается только при указании активной и индексируемой гиперссылки на источник публикации.
Правовая информация
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
 |
| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставки
Для нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков.
В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию.
Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона.

Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Диаметры сверл для отверстий под нарезание метрической резьбы по ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
Примечание: подчеркиванием выделены диаметры сверл для отверстий под резьбу с крупным шагом.
Нарезание внутренней резьбы на сверлильном станке
Процесс нарезания резьбы на сверлильном станке в общем и целом мало чем отличается от ручного нарезания метчиком. При правильном подходе рекомендуется используют машинные метчики.

Чтобы нарезать внутреннюю резьбу на станке нужно предвварительно просверлить в детали отверстие. Его диаметр зависит от будущей резьбы и ее шага. Строго говоря, существует ГОСТы в которых даются указание о необходимом отверстии под конкретную резьбу в зависимости от ее точности.
ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»
ГОСТ 21350-75 «Отверстия под нарезание трубной конической резьбы»
От следования указаний ГОСТов будет зависеть качество будущей резьбы: если отверстие выполнить больше рекомендуемого, то ее профиль получается не полным, если меньше – резьба получается рваной, а из-за возросшей нагрузки может сломаться инструмент.
Резьбонарезание можно производить как на обычных сверлильных станках, так и на специальных резьбонарезных.
Видео резьбонарезания на сверлильном станке 2Н112
Если по каким-либо причинам у вас отсутствуют таблицы с рекомендуемыми диаметрами, то можно воспользоваться формулой
где Dп.рез. – диаметр, который нам необходимо просверлить для будущей резьбы; Dном – номинальный диаметр; P – шаг резьбы.
Например, перед нами стоит задача нарезать внутреннюю резьбу М8×1,25. Для этого производим расчет и просверливаем отверстие ∅ 6,75 мм.
Рекомендации при нарезании резьбы машинным способом
- В заготовках, полученных литьем или ковкой, отверстия обязательно нужно предварительно рассверливать или зенкеровать, т.к. отсутствует возможность выполнить их под нарезание резьбы в пределах допуска.
- Нарежьте фаску со стороны подвода метчика под углом 60 и глубиной более 1 шага резьбы.
- Используйте специализированные резьбонарезные сверлильные патроны: реверсивные, плавающие, качающиеся, самоцентрирующиеся, предохранительные.
- Для исключения задиров, рваных витков и повышения стойкости инструмента используйте пасты и смазки.




СОЖ для улучшение режущих свойств и отвода тепла можно изготовить самостоятельно в домашних условия. Самым простым рецептом является вариант, разработанный Петровым Г.Д. В состав смазки входят:
- олеиновая кислота — 78%;
- стеариновая кислота — 17%;
- сера тонкого помола – 5%.
Олеиновую и стеариновую кислоты нагреваем до температуры 65 C и смешать. Когда раствор остынет до температуры 20 C необходимо смешать его с серой.
Если нет желания заниматься изготовлением смазки, то ее можно приобрести в любом инструментальном магазине или на рынке. На основе ингредиентов смазки Петрова сейчас изготавливается достаточно большое количество смазок зарубежных производителей.
При обработке легких сплавов можно в качестве СОЖ можно использовать керосин или жирной 10% эмульсией.
Не рекомендуется смазывать метчик маслом, т.к. это приводит к налипанию стружки и затрудняет ее извлечение.
- Обратите внимание на нюансы при нарезании в глухих отверстиях на сверлильном станке:
- предварительно необходимо просверливать отверстия большей длины, чем будет длина самой резьбы, если это конструктивно возможно. Данное мероприятие способствует отводу стружки и формированию полного профиля;
- используйте предохранительные патроны: когда инструмент упрется в дно он автоматически перестанет вращаться и не сломается;
- если на вашем станке отсутствует реверс шпинделя, то используйте реверсивные патроны для выкручивания метчика.
Работа на магнитном сверлильном станке
Чтобы исключить брак при нарезании резьбы на сверлильном станке придерживайтесь следующих правил:
- подготавливайте диаметр отверстия под резьбу по ГОСТ;
- правильно подбирайте инструмент требуемой конструкции и геометрии согласно обрабатываемого материала;
- помните, что метчики могут изготавливаться комплектами: черновые и чистовые, следовательно, обязательно использовать все для образования полного профиля;
- пользуйтесь заточенными метчиками;
- выставляйте инструмент строго по оси отверстий без перекосов;
- подавайте качественную смазочно-охлаждающую жидкость в место реза в зависимости от обрабатываемого материала;
- выбирайте оптимальные скорости резания;
- вовремя удаляйте стружку из канавок метчика.
Станки для нарезки резьбы в Балашихе

Клупп для нарезания резьбы Hobbi 43-6-005
Резьбонарезной станок Rothenberger BSPT супертроник 3S
Набор резцов для нарезки резьбы 8х8 мм (3) Proxxon (245.
Метчики для нарезания резьбы ручные М14*1.5мм
Станок сверлильный редукторный Stalex SHD-50PF, автопод.
Станок сверлильный на магнитн. основе Euroboor ECO.55-T.
Зубр Набор метчиков и плашек “мастер”, сталь.
Набор для нарезания трубной резьбы “Hobbi”, 6.
Станок для накатки резьбы на спицах профессиональный Cy.
Резьбонарезной станок TRIOD SC-R2 431032
Набор метчиков и плашек Sparta М3-М12 773155, 40 предме.
Станок для накатки резьбы на спицах профессиональный Cy.

Набор резцов для нарезки резьбы 10х10 мм (3) Proxxon (2.
Магнитный сверлильный станок KCY-36/2WDO с нарезанием р.
Магнитный сверлильный станок KCY-100/3WDO с нарезанием.
Зубр Набор метчиков и плашек “Профессионал”.
Набор для нарезки резьбы М3-М10 для PD 230/Е и PD 400 P.
Резьбонарезной станок HEAVY WORK 2” BSPT, до 2” SUPER.
Резьбонарезной станок HEAVY WORK 4” (Комплект резьбона.
Станок резьбонарезной Rekon Turbo-500
Набор для нарезания резьбы к PD 400 с ЧПУ Proxxon (2450.
Резьбонарезной станок B-Matic 2B
Super-B Метчик для нарезки резьбы Super B 1904 M10
Резьбонарезной станок HEAVY WORK 4” (Переключатель SUP.
Набор для нарезки резьбы М3-М10 для PD 230/Е и PD 400 P.
Электрический резьбонарезной станок Voll V-Matic A4 VOL.
Станок 7-07836 для накатки резьбы на спицах (без головк.
Метчики для нарезания резьбы ручные М8*1.0мм
Станок сверлильно-резьбонарезной Stalex STDI-25T, 380 В
Станок для нарезки резьбы Rothenberger SUPERTRONIC 4 SE
Зубр Набор метчиков и плашек “Профессионал”.
Сверлильно-резьбонарезной станок TTMC WTZ-16T
Набор резцов для нарезки резьбы 8х8 мм (3) Proxxon (245.
Станок резьбонарезной Ridgid 1224 26107
Станок для нарезания резьбы на арматуре FERRUM JBG-40KI
Резьбонарезные быстрорежущие гребенки для станка для ци.
Набор для нарезания резьбы к PD 400 с ЧПУ Proxxon (2450.
Станок для накатывания резьбы на спицах CYCLO 7-07836
Резьбонарезной станок SIEG KST-231A
Резьбонарезной станок SB 6532
Резьбонарезные гребенки для станка Ridgid 47750
Настольный резьбонарезной станок JET IDTP-16
Резьбонарезной станок HEAVY WORK 4” (Запасные ножи тру.
Зубр Набор метчиков и плашек “ПРрофессионал”.
Магнитный сверлильный станок KCY-80/3QE- автомат с наре.
Резьбонарезной станок 4” модель 415 BSPT SUPER-EGO (Ав.
Набор метчиков и плашек М3 – 12, 40 предметов, метричес.
Технология нарезания внутренней резьбы
Перед нарезанием внутренней резьбы метчиком, предварительно готовится соответствующее отверстие. В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
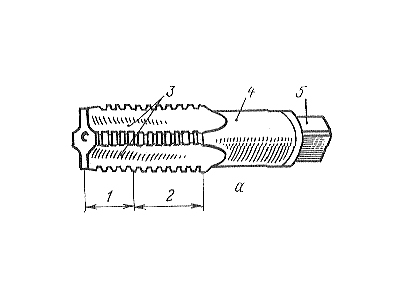
Рис. 1. Конструкция метчика:
1 – заборная часть; 2 – калибрующая часть; 3 – стружечная канавка;
4 – хвостовик; 5 – квадрат
Максимально удобные условия по нарезанию резьбы метчиком предоставляются после подготовки отверстия методами зенкерования либо сверления. Вырезаемый металл в процессе изготовления резьбы частично выдавливается метчиком. Сечение внутри резьбы выходит больше сечения отверстия, которое образовалось от сверления. В момент подготовки отверстий способом сверления, перед нарезанием резьбы метчиком, сечения сверл выбираются по ГОСТ 19257 – 73.
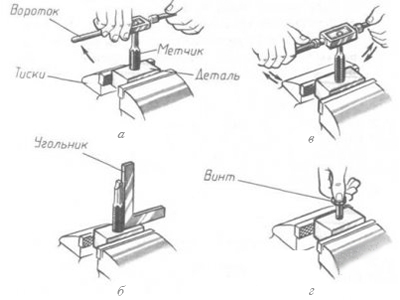
Рис. 2. Нарезание резьбы метчиком:
а – установка метчика и воротка для нарезания резьбы; б – проверка положения метчика угольником; в – приемы нарезания внутренней резьбы; г – проверка качества резьбы соответствующим винтом
В случае, когда сечение просверленного для резьбы отверстия окажется меньше регламентированного ГОСТом, усилие на метчик резко увеличится. Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Нарезая внутреннюю резьбу на сверлильных станках, придерживаются таких общих правил:
- нежелательно производить нарезку резьбы внутри отверстий, полученных в результате штамповки либо литья. Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
- на станках для сверления при нарезании резьбы метчики необходимо закрепить в предохранительных плавающих, качающихся, самоцентрирующих, реверсивных патронах;
- в готовящихся отверстиях, где будет нарезаться резьба, со стороны захода метчика необходимо снять фаски под углом 60° на высоту не менее одного шага резьбы;
- в момент нарезания резьб с помощью сверлильных станков особо пристальное внимание уделяется регулировка передвижения шпинделя. Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
- нарезая резьбу, используется смазка инструмента и его интенсивное охлаждение, поскольку на метчик в это время воздействуют большие нагрузочные режимы.
После окончания операции по нарезанию резьбы в отверстиях на сверлильных станках метчик из нарезанного отверстия выкручивается.
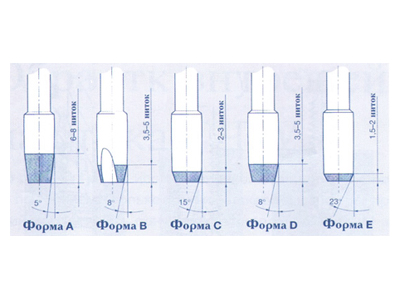
Рис. 3. Формы заборной части метчиков:
форма А – длинная заборная часть для обработки сквозных отверстий; форма В – средняя заборная часть и спиральная подточка для обработки сквозных отверстий; форма С – короткая заборная часть для обработки глухих отверстий; форма D – средняя заборная часть для обработки сквозных и глухих отверстий с длинным сбегом резьбы; форма Е – короткая заборная часть для обработки сквозных и глухих отверстий с коротким сбегом резьбы
Нарезание резьб в сквозных и глухих отверстиях технологически различны.
Закончив нарезание резьбы глухого отверстия, метчик из него удаляется только выкручиванием. Исходя из этого, резьба в нем нарезается только на станке, где есть возможность его реверсирования. Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Нарезая глухую резьбу на станке без реверса, используют для крепления метчиков специальный реверсивный патрон. В нем устроено предохранительное устройство соответствующего типа.
С целью предотвращения разрушения метчика при нарезании глухой резьбы, когда он достигнет края отверстия и упрется в дно, на станках с реверсивным механизмом используется специальный патрон, предохраняющий метчик. Глухие резьбы нарезаются машинными метчиками. У них малая заборная часть, равная трем шагам нарезаемой резьбы. Эта техника дает возможность нарезать резьбу максимально близко ото дна отверстия.
Нарезать резьбы в легированных пластичных сталях, у которых аустенитный состав и которые нелегко поддаются резанию, а также в легких, титановых, жаропрочных сплавах необходимо с учетом следующих специфических условий:
- если деталь, изготовленная из жаропрочного сплава, имеет нормальную жесткость, а после монтажа на станину станка она перпендикулярна к оси резьбы базовой поверхности, резьба в ней нарезается без использования кондуктора. Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
- нарезание резьбы в заготовках из жаропрочных сплавов сопровождается использованием метчиков с шахматным расположением зубьев. В сквозных отверстиях резьбу нарезают одним метчиком, в глухих – комплектами, состоящими из двух либо трех метчиков;
- метчик обязательно подлежит охлаждению, если резьба нарезается в деталях из жаропрочных сплавов. Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
- чтобы успешно нарезать резьбу в деталях из цинковых либо алюминиевых сплавов, мягких и пластичных, используются станки, где принудительная скорость подачи шпинделя по шагу резьбы. В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
- скорость нарезания резьбы в деталях из силуминовых сплавов рекомендуется в 1,2…1,5 раза больше, а охлаждение во столько же раз интенсивнее, чем стали;
- охлаждать метчики при нарезании резьб в деталях из легкосплавных материалов лучше всего керосином. Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
- бесканавочными метчиками, изготовленными из быстрорежущей стали, рекомендуется обрабатывать резьбу от М4 до М30 в деталях из титановых сплавов и труднообрабатываемых сталей аустенитного класса. Их стойкость намного выше по сравнению со стандартным.
Универсальная стойка для сверления и нарезания резьбы

- Легкая и компактная магнитная сверлильная стойка для универсального применения (сверление, нарезание резьбы, развертывание и зенкование).
- Благодаря двойной направляющей электродвигателя подходит для применения больших сверл.
- Большая удерживающая сила магнита и схема безопасности, обеспечивающие надежную работу в любом положении.
- Встроенный бачок с гибким шлангом для СОЖ (смазочно-охлаждающей жидкости).
- Установка рукоятки подачи с любой стороны.
- Регулируемая без инструмента высота каретки.
- Только 230 В.
Технические характеристики:
| Модель | MBS 16 X |
| Номинальная потребляемая мощность, Ватт | 100 |
| Розетка макс., А | 16 |
| Кабель с штекером, м | 4 |
| Вес согласно EPTA, кг | 9,5 |
| Корончатое сверло, мм | – |
| Максимальный диаметр спирального сверла, мм | 16 |
| Спиральное сверло с МК3, мм | – |
| Нарезание резьбы до, М | 12 |
| Максимальный диаметр зенковки, мм | 50 |
| Максимальный диаметр развёртки, мм | 16 |
| Удерживающая сила магнита, Н | 12500 |
| Максимальное осевое усилие при сверлении, Н | – |
| Высота (сверлильная стойка), мм | 420 |
| Ход, мм | 145 |
| Полный диапазон хода, мм | 325 |
| Диапазон поворота сверлильной стойки, ± градусы | нет |
| Диапазон регулировки (юстировки), ± мм | нет |
| Размеры магнитного основания (пяты), мм | 195*90 |
| Диаметр зажимной шейки, мм | 43 |
Стандартная комплектация:
- 1 емкость для СОЖ,
- 1 ремень для крепления,
- 1 крючок для стружки,
- 1 устройство защиты от прикосновения

