
Фрезеровка по дереву: оборудование, инструмент, приемы
Большие возможности для изготовления различных предметов в домашней мастерской представляет фрезеровка по дереву ручным инструментом. Фрезер компактный и простой в управлении. Инструмент различной формы и простые приспособления делают его универсальным при изготовлении деталей всевозможных конфигураций из дерева.

Чтобы научиться работать фрезером, следует освоить легкую модель и простые действия по обработке торцов и сверление отверстий. Затем перейти к более сложным операциям, самостоятельно изготавливать плинтуса, фигурные детали мебели и освоить художественное резание по дереву ручным фрезером, создавать сложные орнаменты и узоры.
Подготовка к работе
В создании красивых деревянных изделий большое значение имеет прохождение практических уроков работы ручным фрезером. Начинать следует с легких моделей и простых операций. Работать удобнее с инструментом погружного типа, имеющего колонны, направленные перпендикулярно подошве. По ним опускается корпус с двигателем и инструментом. На них значительно проще регулировать глубину резания и затрачивается меньше сил для управления инструментом.
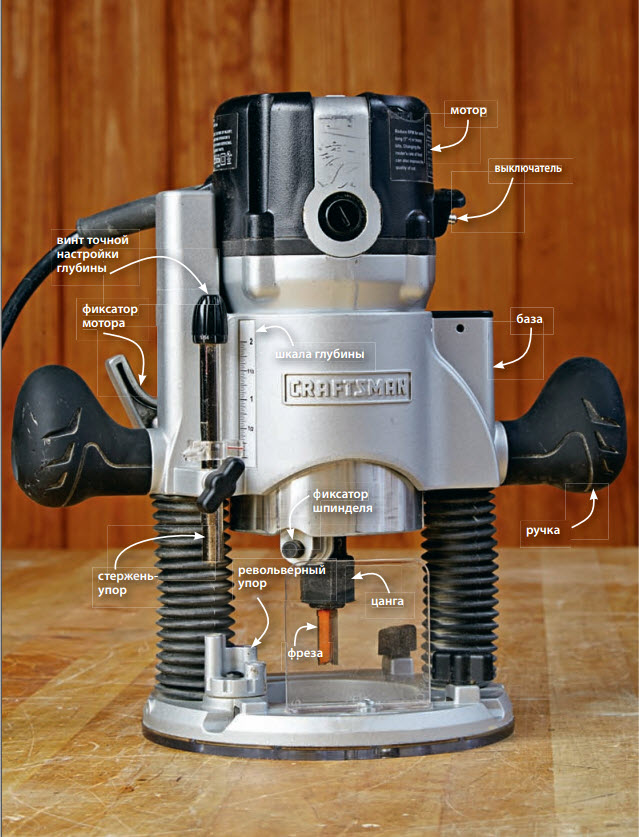
Сначала следует изучить, как работает ручной фрезерный станок по дереву. В корпусе установлен двигатель. Вращавший момент передается шпинделю и непосредственно на закрепленный цангой инструмент. Опирается ручной фрезерный станок по дереву на подошву. В ней напротив шпинделя сделано окошко, через которое инструмент опускается в рабочую зону. Напротив оси фрезы имеется насечки. По ним оператор ориентируется при ручном режиме резания по разметке.
Фрезерование древесины производится за счет вращения фрезы, закрепленной цангой в шпинделе. Инструмент вручную ведется по линии разметки или применяются для создания красивой лини реза шаблоны и специальные приспособления.
Мастера отмечают широкие возможности фрезерного станка по дереву. Основные выполняемые им операции:
- сверление отверстий;
- выборка четвертей;
- фрезерование пазов, шлицев;
- создание шипов различной формы;
- выравнивание боковых поверхностей;
- подгонка посадочных мест;
- профилирование кромки;
- вырезание дисков различных размеров;
- декоративная резьба по дереву.

Умельцы самостоятельно создают приспособления и увеличивают количество операций, выполняемых ручным фрезерным станком по дереву.
Выбор подходящего оборудования
Ручной фрезерный станок подбирается по типу работ и планируемой нагрузке. Различают основные виды оборудования для работы по дереву:
- вертикальный – верхнего типа;
- ламельный;
- кромочный.
Ламельный фрезер горизонтальный. Диск с зубьями по кромке перемещается параллельно подошве и вырезает пазы в боковой поверхности под плоские шпонки в сопрягаемых деталях без разметки. Использование инструмента узкое. Ламельный тип инструмента востребован в производстве мебели и строительных деревянных конструкций. Для домашней мастерской приобретается редко, если хозяин серьезно увлекается изготовлением мебели и имеет в наличии модели универсальных ручных фрезеров.
Кромочный фрезер создан для придания красивого вида и сложной формы торцам доски. Возможна боковая обработка деталей сложной конфигурации, если применять шаблоны и фрезы с подшипником.
Фрезер верхнего типа универсальный для обработки дерева. Именно он способен выполнять практически все операции. В его комплект входит несколько приспособлений, позволяющих обрабатывать торцы и работать по плоскости доски. В основном это параллельный упор со штангами, фрезерные втулки и набор фрез различного типа. Первые направляют станок точно по прямой линии реза или помогают сделать ровный круг. Втулки ведут станок вдоль шаблона, повторяя его формы любой сложности.

Для выполнения пазов, выборок под замки и навесы, создание красивых кромок любой конфигурации в дереве подойдет фрезер верхнего типа.
Выбор фрезы
В зависимости от вида обработки, применяются различные фрезы по дереву для ручного фрезера, выбор большой:
- цилиндрические;
- дисковые;
- торцовые;
- конические;
- фальцевые;
- галтельные;
- калевочные;
- профильные.
Цилиндрическими фрезами для обработки древесины создают пазы, выборки различных конфигураций. Они применяются для раскроя деталей, создания отверстий глухих и сквозных. С их помощью на сопрягаемых деталях делаются соединения типа шип-паз с точным соответствием размеров и конфигураций.
Паз ручным фрезером по дереву проще всего вырезать с помощью дисковой фрезы. Инструмент подбирают по ширине равный толщине шпонки. Пазы любой длины прорезаются за один проход. Расстояние до плоскости регулируется подошвой и упорами. На ламельном станке для обработки дерева угол наклона, расстояние от торца и по высоте выставляется с помощью упоров на подошве и автоматически, без разметки обеспечивается точное совпадение пазов под шпонку. Сборка сопрягаемых деталей производится без смещения и перекосов.
Специалисты, знающие, как работать с фрезой каждого типа и какие шаблоны изготовить, выполняют сложное соединение ласточкин хвост с помощью ручного оборудования.
Разбираясь, какими фрезами что возможно выполнить, обрабатывая дерево, следует обратить внимание на форму режущей кромки. У фальцевой она широкая и ровная. За один проход с малой подачей можно выбрать четверть. Дисковая способна сделать эту работу за 2 хода. Ее надо переставлять после первого реза под прямым углом. Но фальцевые фрезы по обработке древесины переводят все в стружку. После дисковой остаются квадратные рейки, пригодные для использования.

Галтельные, калевочные и профильные фрезы все относятся к фигурным. При резьбе по дереву фрезером своими руками торец приобретает форму, обратную конфигурации режущей кромки. Галтель выбирает четверть радиальной формы. Калевочная с режущей кромкой противоположной формы делает красивый радиус вместо угла.
Электрофрезы со сложной конфигурацией применяются для изготовления плинтусов и багетов, резной окантовки для корпусной мебели.
В домашней мастерской фрезы для начинающего столяра должны быть простыми по форме и малого диаметра. Они испытывают при обработке меньшее сопротивление дерева. Фрезером легче управлять. После освоения простых операций по прорезанию пазов и вырезанию ровных деталей, можно переходить к сложным приемам обработки дерева.
Принцип работы ручным фрезером
Чтобы научится работать фрезером по дереву, надо освоить выбор основных опций резания, и правильно выбирать параметры работы. Уроки фрезерования включают в себя:
- характеристики древесины разных пород;
- выбор типа оборудования в зависимости от объема работы;
- правильный подбор инструмента;
- настройка глубины резания за один проход;
- регулировка оборотов.
Первые операции надо выполнять на малом фрезере. Он легкий, низкооборотистый. Его легко удержать в руках и направить по разметке. Для начинающих столяров учиться лучше на березе, осине, тополе. Древесина относительно мягкая, не смолистая. Обработка дерева происходит легко, ровно. Режимы реза вдоль и поперек волокна отличаются мало.

Выбор скорости вращения
Чистота обработки дерева во многом зависит от скорости вращения режущих кромок. Чем она больше, тем более гладкой будет поверхность. Новичкам не стоит начинать с больших оборотов и подачи станка. Фрезер требует наличия навыков. При работе приходится применять силу, чтобы удержать его и направить его куда следует.
Настройка ручного фрезера осуществляется регулирующими ручками на корпусе. Выбор делается исходя из материала, глубины реза и диаметра фрезы. Скорость вращения легких моделей от 7000 об/мин. Профессиональное ручное оборудование большой мощности способно достигнуть 24000 об/мин. Плавная регулировка производится круглой ручкой, установленной на корпусе в районе мотора. Минимальные обороты используются при гравировке и работе инструментом большого диаметра или фрезеровании на большую глубину. Легкие модели не выдерживают длительной эксплуатации на предельных оборотах.
Рез вдоль волокна получается чище, можно установить среднее значение количества оборотов. Поперечное резание скалывает края. Для него подойдут максимальные обороты. При этом следует уменьшить подачу – скорость перемещения фрезы. В таблице указана зависимость подачи от нагрузки – радиуса инструмента на средних оборотах.
| Диаметр фрезы, мм | Скорость резания, мм/сек |
| 4 — 10 | 5 — 7 |
| 12 — 20 | 3 — 6 |
| 22 — 40 | 1 — 3 |
При обработке сосны и березы подача выбирается по большему значению. Учитывая твердость дуба, бука, ореха, следует перемещать инструмент медленно.
Если есть возможность выбора, то следует приобретать оборудование с функцией плавного пуска. В противном случае надо включать двигатель вхолостую и затем плавно начинать работать.
Закрепление фрезы
В процессе работы постоянно возникает необходимость поменять фрезу. Делать это удобнее, если положить фрезер боком или поставить на верхнюю крышку.
- Включить блокировку шпинделя. Если на инструменте такой функции нет, выключить из розетки и зажать шпиндель ключом.
- Открутить гайку цанги.
- Вытащить инструмент.
- Вставить фрезу хвостовиком в цангу и затянуть гайку.
- При работе по копиру установить копировальную втулку.
- Включить и на малых оборотах проверить, чтобы не было биения.
- Перевернуть фрезер и отрегулировать высоту кромки фрезы.

Можно дальше продолжать работу. При замене инструмента надо проверять, подходит ли он по диаметру к отверстию в подошве инструмента.
Настройка глубины фрезерования
При вырезке пазов и других операциях, должна точно настраиваться глубина фрезерования. Для этого сбоку на корпусе имеется лифт – винт со шкалой делений. В профессиональных моделях их два, грубой и точной настройки. Это позволяет выставлять глубину резания с точностью до 0,01 мм.
Сначала фрезеровальный станок ставится на подошву и выставляется нулевое значение относительно поверхности детали. Затем лифтом выставляется нужная глубина резания.
Распространенные приемы
Погружной фрезер представляет собой универсальное оборудование, способное выполнять различные операции. При работе оборудованием применяют приемы:
- выравнивание пласти;
- выборка пазов;
- фрезерование кромки;
- работа по шаблону.
Чаще всего в домашних мастерских на предприятиях вырезаются пазы ручным фрезером. В зависимости от расположения и формы, используют цилиндрические и дисковые фрезы. Их диаметр и ширина соответствуют размеру шпонки. Для точного фрезерования по разметке применяют различные приспособления.
При изготовлении любых изделий из дерева необходима обработка кромки деталей: выравнивание и придание сложной фигурной формы. Фрезеровать кромку можно и присадочным фрезером. Инструмент идет вдоль торца, упираясь в шаблон подшипником или штангой. Он режет боковую поверхность в заданный размер и создает красивую кромку.
Самым распространенным приемом является работа ручным фрезером по шаблону. Копировальная втулка скользит по краю трафарета, не пуская инструмент за пределы его линии.
Приемы работы с шаблоном значительно упрощают выполнение:
- шпоночные пазы;
- фигурные вырезы;
- раскрой деталей;
- торцовку;
- декоративные элементы.
Шаблон можно изготовить из любого материала, который легко режется: фанеры, оргстекла, пластика. Вырез в трафарете делается больше, он увеличен в каждую сторону на разницу между радиусами втулки и фрезы.
Что можно изготовить
Что можно сделать в домашних условиях ручным инструментом. Фрезер универсальный и способен помочь в изготовлении мебели и при строительстве дома. При массовом производстве применяется пооперационное изготовление на фрезерном станке узкой специализации. Ручной инструмент универсальный, легко переналаживается и заменяет целый конвейер станков.
Ручной фрезер используется при установке дверей. Используя шаблон, в полотне вырезаются пазы под замки, и делаются занижения устанавливать петли.
Мебель невозможно изготовить без пазов под шпонки или шипы на соответствующих деталях. Этой операции предшествует раскрой доски. Чтобы полочка и большой шкаф выглядели красиво, следует края обработать калевочной или фигурной фрезой.

У любителей мастерить дома популярны поделки из дерева в виде резной мебели, наличников, рамок. При строительстве и ремонте можно самостоятельно сделать филенку и плинтуса. В последнее время популярными стали столы и подоконники из слэбов. Мастера изготавливают приспособления с направляющими вдоль стола. По ним ходит поперечная каретка. В результате маленьким ручным оборудованием выравниваются и шлифуются огромные по площади плоскости деревянных спилов.
Разновидности кромочных фрез для ручного фрезера + другие виды фрез и их описание
 Разновидности кромочных фрез для ручного фрезера + другие виды фрез и их описание
Разновидности кромочных фрез для ручного фрезера + другие виды фрез и их описание
Фрезеровка дает практически неограниченное число возможностей для обработки различных заготовок. Формирование кромки, канавок и пазов разной формы и глубины – для каждой операции есть определенные фрезы по древесине, которые дают шанс выполнить работу настолько эффективно, насколько это возможно.
Какие могут быть виды фрез по форме, размерам, конструкции и типу лезвий вы узнаете дальше. Отдельное внимание мы уделим кромочным фрезам для ручного фрезера.
Типы диаметров хвостовика
До начала того, как приступить к выбору фрезы, следует в самом начале определиться с методом крепления, а именно в каких единицах будет измерен диаметр хвостовика – в миллиметрах или дюймах.
Это будет зависеть от того, какие в комплекте фрезером есть цанги – втулки, в которые зажимают сам хвостовик:
- Если размер измеряется миллиметрами, то самым распространенным будет 6,8 и 12 мм.
- Когда габариты прописаны в дюймах, то выбирать можно лишь одно из двух – ¼ и ½ дюйма.
Обратите внимание, что во время перевода дюймов в единицы системы исчисления получается 6.35 мм и 12.7 мм, но несмотря на маленькую разницу миллиметровый хвостовик не совмещается с дюймовой цангой и наоборот. Вал фрезеровочной машинки вращается со скоростью до 25 000 оборотов за 1 минуту, и поэтому такие даже незначительные несоответствия способны повлечь за собой как минимум порчу инструмента.
Разновидности конструкций фрез
В зависимости от назначения и цена они могут выпускаться в разных модификациях конструкции.
Сборные
В основе этой фрезы лежит болванка из стали нужной формы, и к ней приварены режущие кромки. За счет простоты изготовления на рынке очень много подобных моделей.
Со сменной режущей кромкой
Они отличаются большим эксплуатационным сроком, потому что ножи для них делают двухсторонними – если лезвие затупится, то его можно будет поменять на другую сторону.
Цельные
Кромки для резки выточены в основании и при работе с такими инструментами пропадает даже в гипотетическом представлении возможность поломки ножа, а вот спустя несколько заточек фрезу все равно придется заменить.
Типы лезвий
Фрезы могут быть с наклонными, вертикальными или даже со спиральным расположением лезвий. Если речь идет про первый вариант, то кусочки древесины будут отрублены с заготовки, а наклонные их срежут, что сведет к минимуму вероятность появления сколов и увеличит общие качественные характеристики фрезеровки.
По материалу изготовления и характеристикам лезвия могут быть двух типов:
- НМ – быстрорежущие, и их применяют для того, чтобы произвести обработки мягкой породы древесины или такого металла, как алюминий.
- НSS- твердосплавные, и они нужны для резки твердых материалов, из-за чего у подобных режущих кромок намного лучше температурный коэффициент и остальные характеристики, а это отражается на их стоимости.
Помимо лезвий, в зависимости от того, в каком именно месте и от особенностей формы, которой вы хотите получить выемку в заготовке, применяют соответствующие виды фрез для ручного фрезера по древесине.
Пазовые фрезы
 Они требуются для того, чтобы осуществлять выборку паза нужной ширины и углублений внутри детали или от края и до центра. Чаще всего пазовые фрезы используют для создания скрепления шип-паз, и если нужно, а также если позволяет упорная конструкция машины для фрезерования, то ширина паза может быть отрегулирована без замены фрезы на ту, что больше по диаметру.
Они требуются для того, чтобы осуществлять выборку паза нужной ширины и углублений внутри детали или от края и до центра. Чаще всего пазовые фрезы используют для создания скрепления шип-паз, и если нужно, а также если позволяет упорная конструкция машины для фрезерования, то ширина паза может быть отрегулирована без замены фрезы на ту, что больше по диаметру.
Прямые
Это самый просто инструмент, который имеют форму цилиндра, а после его использования в заготовке остается паз, который имеет прямоугольное сечение. Он прекрасно подходит для применения с фрезеровальными машинами погружного типа, хотя допускается их применение и с остальными моделями.
Галтельные
У них головка для резк имеет скругленную форму, и за счет этого в разрезе паз будет напоминать букву «U», но многое будет зависеть еще и от глубины реза, потому что стенки закругляются сразу же от заготовочной поверхности и или вначале определенное время исходят от нее под углом в 90 градусов.
V-образные галтельные
По определению «гальтель» является именно полукруглой выемкой, но к галтельным фрезам можно отнести и ту, что дается в разрезе V-образный паз. Если при выполнении работ будет предполагаться изготовление паха с разными углами наклона стенок, то потребуется иметь при себе соответствующий комплект инструментов.
Конструкционные («ласточкин хвост» и Т-образные)
Такие пазы в сечение образуют форму, которая похожа на перевернутую букву «Т», причем ее основание идет на поверхность в виде правильной трапеции, а та сторона, что больше, обращена к центральной части заготовки. Это одно из наилучших типов соединений, а заготовки вставляют друг в друга, и разъединить их будет крайне сложно.
Фасонные
Вместе с галтельными применяется для получения фигурной резьбы и кромочной обработки. В сечении изготовленные пазы внешне сильно напоминают привычные для всех скобки. Вы можете фрезеровать и пазы в центре заготовки, или же снять кромки с края. Если делать сложный рисунок, то потребуется заранее по его контуру пройтись прямой пазовой фрезой – это помогает упрощать процесс центровки, который обязательно потребуется в будущем и уменьшит нагрузку на машину для фрезерования при использовании фасонной резки.
Кромочные фрезы
Чаще всего их делают с подшипником, который дает возможность проводить обработку кромок и торцов заготовок не только при помощи настройки опорной столешницы, но еще и по шаблону.
Прямые
Для того, чтобы получить плоскость торца от древесной заготовки или перпендикулярной пласти (речь идет про верхнюю часть детали, которую обрабатывают). Если на фрезе есть подшипник, можно будет производить обработку кромки круглой формы. Непосредственно подшипник можно настроить заподлицо к режущему лезвию или даже иметь меньший/больший диаметр, который будет расширять возможности применения оснастки.
Калевочные
Для того, чтобы получить дугообразную, прямую или волнистую фигурную кромку – все зависит от используемой части фрезы, потому что вы можете смягчить ребро заготовки, или же скруглить его (двойные фрезы дают возможность это сделать за один раз), создать фальцевую кромку или даже полустержневой выступ. Их часто используют для того, чтобы сделать орнаменты сложной формы, а при выборе двойных фрез следует обращать внимание на возможность регулирования расстояние между режущими фрезами.
Фальцевые
Кромочная фальцевая фреза для ручного фрезера используется, если требуется выбрать пах прямоугольной формы или даже четверть на изогнутой/ровной заготовке. При использовании двойного прохода получится шип нужного размера, а глубина выборки будет отрегулирована положением машины для фрезеровки или упорным подшипником.
Конусного типа
В зависимости от угла наклона фрезеровочной кромки, они применяются для того, чтобы подготовить заготовку перед соединением, обработки деталей предметов мебели или получения декоративной фаски, которые после будут соединены в изделия многоугольной или круглой формы.
Галтельные
Их используют для получения пазов округлой формы на кромке фигурной или прямой заготовки. Для исключения возможность перекоса фрезы делают с двумя подшипниками. Результат работ получается аналогичным тому, что вы могли бы использовать пазовые галтельные фрезы, но чаще всего применение кромочной галтельной куда удобнее.
Фигурного типа
Другим названием буде мультипрофильные. Из-за того что они достаточно большие и одновременно работают с большими поверхностями заготовки, применение подобных фрез допускается на фрезеровочных машинках, у которых мощность не меньше 1.6 кВт. Для работ применяется весь профиль фрезы сразу или же в разных комбинациях, а это дает возможность получать кромку заданной или стандартной формы.
Полустержневые
Прямым назначением фрезы будет обработка заготовочных кромок для получения полукруглого выступа. Кроме того, есть много дополнительных способов применения – если обработать такой фрезой заготовку прямоугольной формы с двух сторон, то она наверняка станет стержнем. Более того, при ее помощи получают профили с фаской, а также кромками сложных форм, а еще соединения шарнирного типа (при обработке заготовки в паре с калевочной или галтельной фрезой).
Комбинированные фрезы
Такие фрезы используют для того, чтобы срастить и сплотить заготовки из древесины – объединить их на кромке (для углового соединения) или торцевой части (для того, чтобы получить широкие доски из нескольких мелких). Комбинированные фрезы объединяют в себе шиповые и пазовые, а также они рассчитаны, чтобы за один проход получалось создать оба таких элементы. Применение фрезеровки для такой цели помогает увеличивать площадь склеивания досок и шлифует поверхности для их максимального касания друг с другом.
Комбинированные универсального типа
Такие фрезы для ручного фрезера по дереву дают возможность получать совмещаемые плоскости с пазом и шипом, которые размещены под углом друг к другу. Применяется одна и та же фреза для двух сращиваемых заготовок – так как ее не нужно менять, это помогает в ощутимой мере уменьшить время для обработки.
Пазо-шиповые
 Применяется комплект из двух отдельных фрез – для создания паха в одной заготовки и шипа во второй. Дополнительных подгонок и промеров не нужно, потому что размеры режущих кромок рассчитаны при создании инструмента.
Применяется комплект из двух отдельных фрез – для создания паха в одной заготовки и шипа во второй. Дополнительных подгонок и промеров не нужно, потому что размеры режущих кромок рассчитаны при создании инструмента.
Для создания вагонки
Их применяют по аналогичному пазо-шиповым принцип, но они дают возможность получить соединение фигурной формы с большим местом соприкосновения заготовок, а это улучшает характеристики созданной аналогичным образом вагонки.
Рамочные комбинированные
Это наборные фрезы, которые дают мастеру возможность в нужном ему порядке расположить на оси режущие лезвия. Они сделаны из основания, лезвий для разрезания, упорных подшипников, гайки-фиксатора и стопорной шайбы. При изменении конфигурации основание фрезы не вынимается из цанги машинки для фрезеровки, чтобы была сохранена первоначальная настройка
Фигирейные фрезы
Основным назначением является обработка декоративного характера для кромок деталей, которые нужны для создания филенок. Фигирейные фрезы имеют подшипники, и поэтому можно будет работать с фигурными и прямоугольными заготовками. Из-за того, что филенки являются обычно крупными деталями, то средний размер фрезы обычно от 5 до 7 см, и для нормального применения стоит использовать фрезеровочную машинку с мощностью от 1.5 кВт.
Горизонтальные
Их применяют для неполной обработки филенки, потому что форма фрезы будет предполагать выборку, которая начинает от упорного подшипника – это не даст сразу же получать шип для вставки филенки в раму. Для формирования потребуется дополнительная кромочная обработка.
Двухсторонние горизонтальные
Они помогают в ощутимой мере упростить процесс работы, потому что обработку детали можно выполнить даже за один фрезерный проход, и сформировав при этом и фигурную часть филенки, и шип для вырезанного паза в раме.
Вертикальные
Такие фрезы используются для создания плинтусов разной формы, но как показала практика, их возможности куда шире – много зависит от того, как настраивать и даже держать машинку для фрезеровки. После обработки на заготовке появится декоративное обрамление и соединение на шипах. Это главные разновидности фрез по дереву для ручного инструмента, но стоит также дополнительно учесть тот факт, что каждая из них будет сделана в нескольких размерах, потому что у профессиональных столяров для хранения должен быть отдельный шкафчик.
Фрезы для аппарата: виды, назначение, как выбрать и применять в маникюре и педикюре
Начинающему мастеру сложно разобраться в сотнях видов фрез, предлагаемых для комплектации аппаратов. Удобно, когда машинка идет в наборе с хорошим стартовым комплектом, и остается только протестировать насадки и докупить то, что потребуется в процессе дальнейшей работы.
Но как разобраться новичку, составляющему свой инструментарий «с нуля»? Давай в деталях рассмотрим, какие фрезы нужны для аппаратного маникюра и педикюра, как с ними работать, какие производители представлены на рынке и по каким критериям выбирать насадки. Приступим!
Материал

По материалу аппаратные фрезы разделяются на следующие виды:
- Твердосплавные (металлические)
- Керамические
- Алмазные
- Корундовые
- Песочные или кремниево-карбидные колпачки
- Шлифовальные – из резины, силикона, замши
Твердосплавные
Работают по принципу ножа. Чем выраженнее насечки, тем глубже металл проникает в нарощенный материал или кожу.
Керамические Изготовлены из керамики, также имеют насечки на поверхности. Хрупкие, при ударах образуются трещины и сколы, поэтому требуют более бережного отношения в работе.
Изготовлены из керамики, также имеют насечки на поверхности. Хрупкие, при ударах образуются трещины и сколы, поэтому требуют более бережного отношения в работе.
Алмазные
Корундовые  Характеризуются высокой устойчивостью к высоким температурам и нагреванию в процессе работы.
Характеризуются высокой устойчивостью к высоким температурам и нагреванию в процессе работы.
Кремниево-карбидные или песочные колпачки Используются для педикюра, чтобы обработать огрубевшие участки кожи, натоптыши. Имеют картонную основу с напылением. Одноразовые. Колпачки надеваются на резиновую основу, которая стерилизуется после использования, а сами насадки утилизируются.
Используются для педикюра, чтобы обработать огрубевшие участки кожи, натоптыши. Имеют картонную основу с напылением. Одноразовые. Колпачки надеваются на резиновую основу, которая стерилизуется после использования, а сами насадки утилизируются.
Шлифовальные В зависимости от материала основы – резины, силикона или ткани, дают возможность зашлифовать самые разные по чувствительности зоны в маникюре и педикюре. Также ими можно работать в паре с маслом или полирующим кремом при необходимости дополнительного питания кожи. Часто это актуально при обработке стоп в педикюре.
В зависимости от материала основы – резины, силикона или ткани, дают возможность зашлифовать самые разные по чувствительности зоны в маникюре и педикюре. Также ими можно работать в паре с маслом или полирующим кремом при необходимости дополнительного питания кожи. Часто это актуально при обработке стоп в педикюре.
Виды фрез по жесткости — цветные насечки

Фрезы бывают жесткие, средние, мягкие и очень мягкие. В зависимости от этого их рекомендуют для работы с кожей, гель-лаком, акриловыми и гелевыми нарощенными ногтями. Степень мягкости/жесткости маркируют цветным кольцом. Что обозначает каждый цвет насечки:
Черный. Жесткие фрезы, используемые исключительно для обработки наращенных ногтей.
Зеленый . Жесткие фрезы, предназначенные для снятия акрила, акрилатика, геля, гель-лака. В педикюре насадки с зеленой насечкой можно аккуратно использовать для снятия огрубевшей кожи. Не подойдут клиентам с чувствительной кожей или гипергидрозом.
Синий . Говорит о средней жесткости. Насадки предназначены для работы с кожей. Не для ногтевой пластины. Также в некоторых случаях ими можно снимать мягкие искусственные покрытия – гель-лак и акрилатик.
Красный . Цвет маркирует мягкие фрезы, которые можно использовать и для кожи, и для ногтевой пластины. Существуют алмазные фрезы с двумя красными насечками, что обозначает повышенную мягкость.
Желтый. Мягкие фрезы, рекомендуемые к работе по натуральному ногтю и чувствительной, тонкой коже.
Белый. Самые мягкие насадки для чувствительной кожи и мелкой работы по ногтевой пластине.
Функциональность

Изначально фрезы использовались в стоматологии и предназначались для лечения зубов. В нейл-индустрию пришли только формы, востребованные для обработки ногтей.
Из огромного количества фрез, представленных на рынке, каждая может применяться на том или ином этапе выполнения маникюра или педикюра. Но ряд насадок отличаются повышенной функциональностью и могут использоваться на нескольких этапах. Некоторые из них могут полностью выполнить всю процедуру маникюра в руках умелого мастера. Рассмотрим самые функциональные фрезы для снятия покрытия, работы с кожей и ногтевыми пластинами.
Фрезы для снятия покрытия
Подойдут любые насадки с зубцами, имеющими углубления между собой. Для гель-лака мелкие зубцы не более 1 мм, а для акрила и геля – глубокие зубцы. Это нужно для того, чтобы не перепилить участки с повышенной опасностью образования пропилов, например, кутикулу, боковые пазухи. Мелкие зубцы оставляют после себя гладкую поверхность. Стоит ориентироваться не на скорость снятия материала, которую обеспечивают глубокие зубцы, а на безопасность снятия.
Если мы берем фрезы с крупной резьбой больше 1 мм, то даже при качественном снятии материала будут оставаться бороздки. Далее их необходимо будет дополнительно шлифовать бафами и пилочками, на что потребуется дополнительное время мастера.
Зубцы имеют направление – по или против часовой стрелки. Существуют также реверсивные зубцы, «смотрящие» одновременно в обе стороны. Они подходят для левшей и для правшей.
Конусовидная насадка – самая лучшая для снятия материала с ногтей. Она обеспечивает наибольшую площадь соприкосновения и наивысшую эффективность обработки.

По материалу изготовления, для снятия стоит рассмотреть фрезы:
- Карбидные фрезы похожи на металлические, но быстро вырабатываются. Их хватает на 40-50 снятий материала. Стоимость каждой варьируется от 100 до 600 рублей у топовых производителей.
- Стальные фрезы более прочные и износостойкие. От карбидных они отличаются только оттенком металла. Стоимость их начинается от 500-600 рублей.
- Керамические фрезы самые стойкие и прочные. Их хватает на 2-3 года.
Существуют металлические фрезы с напылением. Это может быть напыление гальваническим золотом или титаном. Отличительной особенностью этих насадок является возможность отслеживать износ. Когда напыление сходит – фрезу пора менять.
Фрезы с титановым напылением для снятия материала имеют голубую переливающуюся поверхность. Это напыление более крепкое, чем покрытие гальваническим золотом. Насадки отличаются высокой износостойкостью.
Фрезы для работы с кожей и ногтевой пластиной

Первая категория – алмазные фрезы. Они подходят для маникюра, вычищения пазух, боковых валиков и зоны кутикулы.
Разный абразив предназначен для разных функций.
Категории алмазных фрез:
- гальванические;
- спеченные монолитные.
В гальванических фрезах представлена гальваническая основа, металл, на который наносится клеящий слой и напыляется абразив. Таким образом получается зернистая поверхность. В зависимости от того, как эти напыления утонули в клеевой основе, насадка будет или качественно обрабатывать, или быстро забиваться, стираться при работе.
Лучше всего, когда напыление наполовину утоплено в клеевую основу. Алмазные гальванические фрезы служат от 5 до 40 маникюров в зависимости от того, обрабатывают ли ими покрытие или только кожу. Экономичные по стоимости – от 50 до 650 рублей, в зависимости от производителя и качества напыления. Хватает их на 1-4 недели работы при плотном потоке клиентов.
Маркировка гальванических насадок начинается от белой насечки.
- Белая насечка – редкая и практически бесполезная в повседневной работе мастера. Насадка подойдет больше для полировки.
- Желтая алмазная фреза – для проработки, шлифовки кожи, удаления остатков птеригия при чувствительной коже.
- Красный абразив – это универсальные инструменты для всех этапов выполнения маникюра. Наиболее частое использование – внутреннее вычищение птеригия в боковых пазухах и с поверхности ногтевой пластины.
- Синий абразив – только для внешних участков кожи – срез кутикулы и обработка боковых валиков. Не на чувствительной тонкой коже.
- Зеленый абразив — грубый – используется в маникюре редко. Чаще – в педикюре для обработки мозолей и грубой кожи боковых валиков.
- Черная алмазная фреза – самая грубая и агрессивная. Не для маникюра. Может использоваться только для доснятия мелких участков гель-лака в труднодоступных участках.

Вторая категория – монолитные или спеченные алмазные фрезы. Служат от 2 до 10 лет. Дорогостоящие, цена может достигать 8000 рублей.
- Спеченная – это насадка, в которой частички настоящего алмаза нанесены на заготовку и запечены в печи, превращаясь в цельный инструмент. Она служит намного дольше, чем обычное напыление – до 3-х лет.
- Монолитная — отличается тем, что частички алмаза насаживаются на очень тонкую клюющую основу, в несколько рядов, а затем запекаются. В этом варианте меньше выбор форм, так как технология не позволяет сделать тонкий острый кончик. Он всегда более округлый.
Виды фрез по форме и назначению

Существуют сотни форм насадок. Тонкие, с «пузиком», круглые, квадратные – какие и для чего используются?
Например, фреза шар – для среза кутикулы. На этом её функционал заканчивается. Бочонок – 2 функции. Это работа со срезом и с боковыми валиками.
В наборе мастера должно быть несколько максимально функциональных инструментов. Они дают возможность сделать «маникюр одной фрезой».
Работа ручным фрезером
Существует разные типы ручных фрезеров, однако самым используемым и универсальным можно назвать ручной погружной фрезер, про работу которым, и написано ниже. Пластичное, совершенное по своей эстетичности дерево и универсальный ручной фрезер. Это сочетание позволяет получать изделия практически любых форм – от самых простых в виде прямых плоскостей, до самых сложных, подходящих скорее произведениям искусства, чем утилитарным вещам. Работа ручным фрезером по дереву представляет возможность в полной мере насладиться творчеством, создавая оригинальные, эксклюзивные изделия.
Виды работ выполняемых фрезером
Фрезерование пазов, канавок, четвертей и прочих углублений в заготовке, которые могут располагаться как вдоль, так и поперек слоев, быть открытыми (выходить на кромку) или закрытыми. За некоторыми исключениями эти формы выполняют определенные конструктивные функции – чаше всего образуют разъемные и неразъемных соединения.
Фрезерование кромок – профилирование. Используется для производства погонажных профильных изделий (карнизов, плинтусов, наличников, штапиков и т.п.), а также при оформлении интерьеров, изготовлении мебели и разного рода поделок. Эти элементы помимо функциональной несут и декоративную нагрузку.
Фрезерование сложных поверхностей и контуров при создании оригинальной мебели, эксклюзивных интерьеров и изготовлении изделий различного назначения, претендующих на художественную изысканность. При этом широко применяются шаблоны, позволяющие копировать повторяющиеся сложные формы с большой точностью, делая их практически полностью идентичными.
Фрезерование специальных элементов, несущих чисто функциональную нагрузку. Это пазы и отверстия под навесы и замки, шипы и т.п. При серийном производстве эти элементы выполняются специализированными фрезерами (присадочными и пр.). Но в быту с ними вполне успешно справляются универсальные ручные фрезеры.
Фрезы
Чтобы придать изделию определенную форму, необходимо обеспечить точное позиционирование фрезы относительно заготовки в трех координатах. Положение инструмента в вертикальном положении обеспечивается механизмом погружения, который перемещает двигатель с фрезой по вертикальным направляющим станины и стопорит его в нужном положении по высоте.
Позиционирование в горизонтальной плоскости может обеспечиваться различными путями. С помощью направляющего подшипника, закрепляемого на фрезе, или направляющей втулки, крепящейся к опорной поверхности фрезера, а также множества специальных приспособлений, поставляемых с фрезерами и приобретаемыми самостоятельно или изготавливаемыми своими руками. Имеется большое количество руководств и рекомендаций, описывающих, как работать фрезером, используя эти приспособления, одно из них читайте здесь.
При использовании фрез с направляющим подшипником, последний катится по кромке обрабатываемой детали или шаблона, расположенного ниже или выше заготовки, обеспечивая таким образом определенное расстояние между фрезой и деталью. Фрезы, имеющие направляющий подшипник и обрабатывающие кромки деталей, называются кромочными. Они используются только для обработки краев заготовок. Существуют разные формы кромочных фрез.
Профильные фрезы (а и б) придают кромке различные фигурные профили, несущие декоративную нагрузку.
Конусная фреза (в) предназначена для скашивания кромки под углом 45°.
Калевочная фреза (г) используется для закругления кромок. Она формирует профиль в четверть окружности и бывает разного размера с радиусом круга 3-16 мм.
Дисковая фреза (д) вырезает в заготовке горизонтальный паз различной глубины и ширины.
Фальцевая фреза (е) используется для фрезерования четвертей, исполняющих самую различную функцию.
Галтельная фреза (ж) используется для получения галтелей на кромке. Ее используют для придания краям декоративности.
Фрезы без направляющих подшипников, называемые пазовыми, предназначены для обработки заготовки в любом месте. Их применение требует использования приспособлений (про фирменные и самодельные приспособления для ручного фрезера читайте здесь), обеспечивающих позиционирование фрезы в горизонтальной плоскости.
Прямоугольная пазовая фреза (а) является, пожалуй, наиболее используемой. Она применяется для фрезерования пазов, обеспечивающих соединение деталей – как неразъемное, так и разъемное.
Галтельная фреза (б) создает в заготовке полукруглые пазы или канавки, исполняющие часто декоративные функции.
V-образная фреза (в) образует паз со стенками, расположенными под углом в 45°. Если внедрить фрезу на большую глубину, получится паз с вертикальными краями. С помощью V-образной фрезы вырезают буквы и различные украшения.
Фреза “ласточкин хвост” (г) используется обычно в мебельном производстве при устройстве открытых и скрытых шиповых соединений.
Крепление фрезы в цанге фрезера
- Фрезер укладывается набок.
- Шпиндель фиксируется от проворота – в зависимости от конструкции фрезера, гаечным ключом или кнопкой-фиксатором.
- Отпускается (если она навернута на цангу) или навертывается зажимная гайка цанги.
- В зажимную цангу вставляется хвостовик фрезы до упора или, по крайней мере, на 20 мм.
- С помощью гаечного ключа (если шпиндель фиксируется гаечным ключом, то потребуется второй ключ) затягивается зажимная гайка, шпиндель расстопоривается.
При отсутствии в цанге фрезы, зажимная гайка не должна затягиваться. Это может привести к повреждению цанги .
Установка глубины фрезерования
Операция выполняется в следующем порядке:
- Фрезер устанавливается опорной поверхностью на обрабатываемую деталь.
- Револьверный упор, который задает глубину погружения, устанавливается самым низким своим упором напротив торца ограничителя.
- Освобождается винт стопорения ограничителя, в результате чего последний обретает способность свободно перемещаться в своих направляющих.
- Осуществляется разблокировка механизма погружения (опускания) фрезера.
- Двигатель медленно опускается вниз до касания фрезой детали.
- Механизм опускания двигателя снова блокируется.
- Ограничитель глубины опускается до касания самого низкого упора.
- Ползунок ограничителя устанавливается на “0” шкалы погружения.
- Ограничитель поднимается до того положения, при котором его ползунок показывает на шкале погружения то значение глубины фрезерования, которое требуется установить. Эту операцию можно осуществлять поднимая и опуская ограничитель рукой (грубая установка) или с помощью механизма тонкой настройки (точная установка).
- Винт стопорения ограничителя зажимается, фиксируя ползунок в установленном положении.
- Механизм погружения разблокируется, и фреза вместе с двигателем поднимается вверх.
Теперь, если опустить двигатель с фрезой в самое нижнее положение (до соприкосновения торца ограничителя с самым коротким штырем револьверного упора), фреза внедрится в заготовку на ту глубину, значение которой выставлено на шкале.
Если фрезеровка производится на большую глубину, ее нужно осуществлять поэтапно. Это делается с помощью поворота револьверного упора таким образом, чтобы ограничитель глубины во время первых проходов упирался вначале в более высокие упоры, и лишь в заключительном проходе – в самый низкий упор.
Выбор режима скорости вращения фрезы
На самом деле чистоту обрабатываемой поверхности определяет не скорость вращения фрезы, а линейная скорость перемещения режущей кромки относительно материала. Чем больше диаметр фрезы, тем выше линейная скорость. Поэтому при использовании фрез большого диаметра скорость вращения устанавливается меньше. Например, для фрезы диаметром 10 мм скорость должна быть от 20000 об/мин и выше, для фрезы диаметром 40 мм – 10000-12000 об/мин. Конкретные значения задаются в инструкциях по эксплуатации. Скорость вращения обуславливается также и твердостью обрабатываемого материала. Чем выше твердость, тем меньшим должно быть число оборотов фрезы.
После длительной работы на низких оборотах, фрезер следует включать на несколько минут на максимальных оборотах на холостом ходу для охлаждения двигателя .
Направление вращения фрезы
Фрезерование
Перед началом фрезерования должно быть выполнено следующее:
- Закреплена фреза в цанге.
- Установлено подходящее для данной работы число оборотов двигателя.
- Настроена требуемая глубина фрезерования с помощью ограничителя погружения (при работе с погружными фрезами) или зафиксировано определенное значение вылета фрезы по отношению к подошве (при работе с кромочными фрезами).
- Установлен направляющий подшипник или кольцо (при работе с кромочными фрезами) или иное приспособление, обеспечивающее необходимую траекторию фрезы. При этом должна задаваться оптимальная толщина среза – как правило, не более 3 мм.
Приемы работы ручным фрезером несколько различаются в зависимости от того, в каком режиме осуществляются работы. Но в любом случае фрезер устанавливается на основание – обрабатываемую деталь или вспомогательную поверхность. Направляющий элемент фрезера (подшипник, кольцо, кромка подошвы или иная поверхность) прижимается к направляющей кромке (детали, рейке или шаблону), после чего производится включение двигателя и начинается сначала погружение фрезы (если используется погружной режим), затем плавное равномерное движение фрезера по траектории, задаваемой направляющим элементом.
Основные меры безопасности при работе с фрезером
- Крепление фрезы и настройку фрезера нужно осуществлять при выдернутом из розетки шнуре питания.
- Работа ручным фрезером требует внимательности и концентрированности. При фрезеровании необходимо устойчиво стоять на ногах и прочно держать фрезер в руках. Нельзя работать, будучи усталым, рассеянным или нетрезвым. Это может привести к вырыванию фрезера из рук и серьезной травме.
- Обрабатываемая деталь должна быть прочно закреплена, в противном случае ее может сорвать фрезой с места и бросить с большой силой и скоростью.
- Во время соприкосновения фрезы с материалом, нужно быть особенно осторожным во избежание так называемого обратного удара – эффекта, когда фреза ударяет по материалу и получает ответный реактивный удар, могущий привести к вырыванию фрезера из рук, его поломке или травме. Чтобы обратного удара не произошло, нужно прочно держать фрезер в руках, надежно прижимать его к основанию и плавно перемещать инструмент. Толщина срезаемого слоя не должна быть слишком большой – не более 3 мм.
- Одежда не должна иметь болтающихся элементов – таких, которые могут намотаться на фрезу.
- Нужно избегать вдыхания мелкой пыли, возникающей при фрезеровании. Она вредна для легких. Пыль можно отсасывать пылесосом или можно пользоваться респиратором.
Возможности ручного фрезера, особенности работы с ним
 Ручной фрезер относится к числу инструментов, которые просто обязаны быть в арсенале у домашнего мастера. При наличии различных насадок фрезер способен выполнять самые разнообразные задачи: с его помощью можно сделать желоб, выбрать паз в дереве, обработать кромку изделия из древесины, изготовить элементы соединения деталей и многое другое. О том, как производятся самые распространенные операции, расскажем в этой статье.
Ручной фрезер относится к числу инструментов, которые просто обязаны быть в арсенале у домашнего мастера. При наличии различных насадок фрезер способен выполнять самые разнообразные задачи: с его помощью можно сделать желоб, выбрать паз в дереве, обработать кромку изделия из древесины, изготовить элементы соединения деталей и многое другое. О том, как производятся самые распространенные операции, расскажем в этой статье.
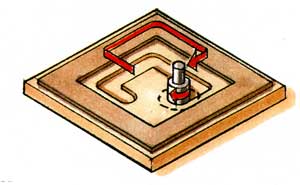
Выборка пазов, фрезерование уступов
Паз представляет собой выемку, ограниченную плоскостями или фасонными поверхностями. Этот элемент может быть различной формы – прямоугольной, треугольной, трапецеидальной, Т-образной и фасонной. Также различают сквозные, закрытые и полузакрытые пазы.


Пазовые фрезы бывают нескольких типов:
1. Прямые. Наиболее распространенный тип, который можно использовать для выполнения самых разнообразных работ. Такая оснастка выполняет ровный прямоугольный паз в дереве.
2. Галтельные. Образуют полукруглый паз, могут использоваться для создания канавок в изделиях.
3. V-образные. Создают паз с углами 45 градусов. Используются преимущественно для вырезания на деталях орнамента или букв. Ими можно выполнить рисунок на деревянной поверхности.
4. Шиповые («ласточкин хвост»). Предназначены для изготовления скрытых и открытых шиповых соединений. Нашли широкое применение в мебельном производстве.
Уступом называется выемка, ограниченная двумя взаимно перпендикулярными областями. Для изготовления этого элемента могут использоваться концевые, дисковые или торцевые фрезы. Принцип работы здесь аналогичен выборке пазов.

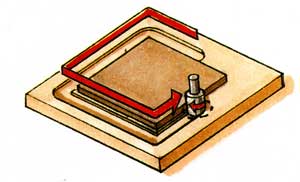
Фрезерование и обработка кромок
Обработка кромки выполняется при изготовлении большинства деревянных заготовок: в одних случаях необходимо только скругление углов, в других – придание всему изделию необычной формы. Для обработки кромок используются:
1. Конусные фрезы. Стачивают угол заготовки под 45 градусов.
2. Калевочные фрезы. Их основное предназначение – закругление кромок, они образуют профиль в четверть окружности. Обработка кромки фрезой данного типа позволяет придавать изделиям красивые плавные очертания. Ассортимент калевочных фрез довольно обширен, радиус круга варьируется от 3,2 до 16 мм.
3. Четвертные фрезы. Они не просто округляют угол, но и образуют небольшие пазы над и под округлостью. Как правило, данный тип используется при изготовлении оконных рам.
4. Профильные (декоративные) фрезы. Срезают профили на кромке, образую плавную криволинейную поверхность. Используются преимущественно для создания декоративных элементов.
5. Галтельные фрезы. Применяются для создания внутреннего четвертного паза в дереве.
Получили распространение при изготовлении декоративных краев изделий, в том числе мебели.
Особенности работы с фрезером
Перед началом работ рекомендуем ознакомиться с ключевыми моментами, которые важно учитывать при работе с фрезером:
– фрезер следует держать плотно прижимая к заготовке, но при этом не сильно надавливая на нее.
– передвигать фрезер нужно равномерно, замедлять движения (в особенности при изменении направления фрезы) не рекомендуется, так как это может привести к появлению прожигов.
– перед началом работ вы столкнетесь с необходимостью регулировки упора. Делается это следующим образом: сначала отключите инструмент, выдернув шнур из розетки; далее вставьте выбранную фрезу в цангу; затем поставьте фрезер на плоскую поверхность и надавите сверху так, чтобы фреза соприкасалась с поверхностью и закрепите верхнюю часть инструмента в таком положении. Чуть ослабив прижимной винт, опускайте стержень до тех пор, пока он не соприкоснется с упорной площадкой и затем поднимите стержень на высоту, равную необходимой глубине погружения фрезы. Зафиксируйте фрезу в нужном положении, затянув винт.
– выборка пазов большой глубины, как правило, осуществляется в несколько этапов. Здесь важно не допускать отклонения фрезера от направляющей. Обращаем ваше внимание, что каждый раз при изменении глубины фрезы (после каждого прохода) необходимо выключить инструмент.
– если вы пользуетесь маломощным фрезером с диаметром хвостовика 6 мм, рекомендуется снимать слой толщиной не более 3 мм за один проход. Моделями с мощностью приблизительно 900 Ватт и хвостовиком 4-6 мм можно снимать слой до 8 мм толщиной. И мощные фрезеры с хвостовиком 8 мм вполне пригодны для снятия 6-8 мм древесины за один проход.
Приспособления для работы с фрезером

1. Параллельный упор. Это приспособление идет в комплекте абсолютно со всеми фрезерами. Самый простой вариант параллельного упора – гнутая металлическая пластина на двух стальных штангах с вырезом по центру. Правда, такое исполнение имеет ряд существенных недостатков, в числе которых невысокая жесткость, сложность настройки положения и невозможность отрегулировать базу опорной поверхности. В более совершенных конструкциях эти минусы устранены.
2. Направляющая шина. Является альтернативой параллельному упору, но в отличие от него, может быть установлена в абсолютно любом месте заготовки, с любым отступом от края и под любым углом к нему. В данном случае на штанги устанавливается специальный башмак, который позволяет инструменту легко передвигаться по шине.
3. Копировальное кольцо. Также зачастую входит в стандартную комплектацию. Обычно данное приспособление представляет собой штампованную стальную пластину с выступающим кольцевым бортиком вокруг центрального отверстия. Здесь важно обратить внимание, что втулка должна подбираться в соответствии с используемой фрезой, поэтому в некоторых случаях целесообразно иметь в запасе сразу несколько колец.

4. Угловой упор. Это приспособление позволяет получать точные копии детали. В данном случае заготовка располагается не под шаблоном, а над ним.
5. Циркуль. Позволяет упростить работы криволинейной резки по радиусу.
6. Пылеотсос. Очень нужное в работе приспособление, пренебрегать которым не стоит. Как правило, он представляет собой кожух, который крепится снизу, под параллельным упором, сбоку или сверху.
Приемы работы с фрезером
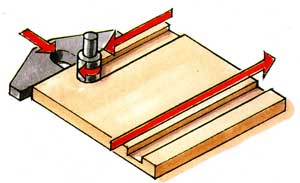
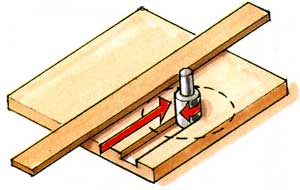
1. Обработка кромок, изготовление фальцев и профилей осуществляются таким образом, чтобы инструмент передвигался в направлении набегания режущих кромок фрезы.
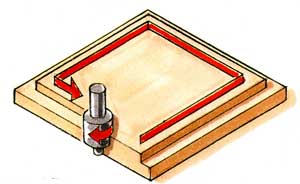
2. При работе с параллельным упором или направляющей планкой фрезер также следует вести в направлении набегания режущих кромок.
3. Если вы, к примеру, фрезеруете свободный рисунок на деревянной поверхности, необходимо работать инструментом с учетом того, что фрезу будет «уводить» чуть влево от направления перемещения. Желательно, чтобы направление фрезера оставалось неизменным во время работы. Если, к примеру, вы ведете фрезер слева направо, то инструмент должен уклоняться в направлении «от себя».
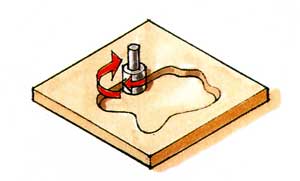
4. При использовании внутреннего шаблона следует вести фрезер по часовой стрелке, вдоль кромок шаблона.
5. Если же вы работаете с наружным шаблоном, фрезер следует вести против часовой стрелки.
6. При работе с циркулем инструмент должен двигаться против часовой стрелки таким образом, чтобы фреза не уклонялась от окружности, а стремилась к ней.
Фрезер для начинающих: первые шаги

Итак, темой нашего сегодняшнего материала опять является ручной фрезер. Почему опять? Да потому что не так давно мы опубликовали первую статью на эту тему, адресуясь в основном к тем, кто пока лишь совершает первые шаги в работе с этим агрегатом. Сегодня в нашем повествовании мы пойдем дальше. И коснемся уже практических вопросов.

Как правильно выставить глубину фрезерования
Выставление глубины фрезерования производится в два этапа.
Выставление нулевой точки
Чтобы выставить глубину фрезерования, следует, прежде всего, выставить нулевую точку. А потом, отталкиваясь от нее, можно выставлять и необходимую глубину. Нулевой точкой мастера называют такое положение фрезы, когда ее конец касается поверхности обрабатываемой заготовки.
Ориентируясь лишь по шкале, такую точку задать невозможно. Это объясняется тем, что при установке фрезы мы никогда не знаем точно, на какую глубину мы ее вставили и какова точная длина этого инструмента.
Для определения нулевой точки фрезер следует опустить до момента касания и зафиксировать его в этом положении при помощи специального фиксатора, имеющегося на любом фрезере.

Для установки глубины погружения фрезера используется специальный упорный штифт. На него нанесена шкала грубой настройки. Через тело штифта проходит винт точной подстройки со шкалой, расположенной в верхней его части. Винт снабжен рукояткой, позволяющей вкручивать его или выкручивать. Причем нижняя его часть передвигается соответственно.
Винт снабжен резьбой М6 с шагом 1 мм. Это значит, что один оборот регулировочного винта добавляет или убавляет 1 мм глубины фрезерования. Поворачивая головку винта на доли полного оборота, можно с высокой точностью выставлять необходимую величину.
На корпусе шкалы имеются отметки в виде стрелочек. Желательно, чтобы они были совмещены с каким-то круглым делением. Для этого головку винта тонкой настройки нужно повернуть так, чтобы его нижняя часть уперлась в револьверный упор. При продолжении вращения головки винт начинает перемещать шкалу. Так и подбирается ее удобное положение. После этого шкалу необходимо зафиксировать.
В таком положении фрезер выставлен в ноль. В ноль также выставлена и его шкала.
Если расфиксировать фрезер и поднять его, а затем вновь опустить, то острие регулировочного винта не даст инструменту опуститься ниже ранее настроенного положения, которое мастера называют нулевым.
Настройка глубины фрезерования
Теперь можно выставлять и глубину фрезерования. Допустим, эта величина должна составлять 2 мм. Для ее выставления следует сделать 2 полных оборота головки винта точной настройки. После такой настройки фрезер обеспечит глубину выемки в 2 мм.

Если проверить глубину выполненного фрезерования, то вполне может обнаружиться небольшая погрешность. Она обусловлена тем, что при опускании фрезера для начала работы кончик фрезы может слегка промять обрабатываемую древесину.
Какой может быть максимальная глубина фрезерования за один проход
Это, конечно, в значительной степени зависит от диаметра фрезы. Чем он больше, тем большую нагрузку можно прилагать к фрезе. Однако не стоит забывать и тот факт, что с увеличением размеров фрезы увеличивается и нагрузка на фрезер. С другой стороны, если взять тонкую фрезу и попытаться выполнить ею глубокий заход, то она может легко сломаться в районе шейки.
Как настраивать фрезер для работы с фрезами различных диаметров
Если речь идет о тонкой фрезе, то следует использовать головку точной настройки, о которой мы писали выше.
Если используются фрезы большого диаметра более 10 мм, то можно пользоваться револьверным упором. Как же это делается? Рассмотрим это на конкретном примере. Допустим, диаметр используемой фрезы составляет 16 мм, а итоговая глубина фрезерования должна составить 14 мм. Производятся следующие операции:
- Фрезер выставляем на нулевую отметку.
- Опускаем штифт до касания с револьверным упором.
- Выставляем какую-то целую величину.
- Если имеется небольшой люфт над упором, то следует немного поджать с помощью винта тонкой настройки и зафиксировать.
- Разблокируем шкалу грубой настройки и поднимаем ее на 14 мм.
Таким образом, зазор между штифтом и револьверным упором увеличивается на нужные нам 14 мм. И если мы опустим фрезер, то фреза выступить за пределы его подошвы на 14 мм.

Вполне понятно, что такую большую величину профрезеровать за один проход невозможно. Поэтому следует воспользоваться возможностями револьверного упора, который позволяет регулировать глубину погружения с шагом 3 мм. На упоре имеются ступеньки, которые дают возможность постепенно, проход за проходом, выставлять все большую глубину погружения. Дополнительной точности можно добиться, используя винт точной подстройки.

Фрезер во время работы уводит в сторону. Это следует учитывать
В ходе фрезерования фрезер немного утягивает в сторону. Почему? Дело в том, что фреза всегда вращается по часовой стрелке. Во время реза ее режущие кромки оказывают воздействие на материал. А тот, в свою очередь, оказывает противодействие и отталкивает фрезу вместе с фрезером в противоположную сторону.

Данный нюанс следует учитывать при работе с фрезером. Особенно важно это принимать во внимание при работе с параллельным упором. Поскольку фрезер будет тянуть или к кромке детали, или удалять от нее. Это зависит от направления движения инструмента.
Физических сил для удержания фрезера и придания ему правильного направления движения никогда не хватает. Поэтому-то для выполнения прямых резов следует пользоваться параллельным упором.
Как использовать фрезер с параллельным упором
Установив параллельный упор, попробуем выполнить фрезерование на и от себя, установив параллельный упор на левую кромку обрабатываемой детали.
Фрезеруя от себя, можно заметить, что при всех стараниях, фрезер будет уходить влево. При фрезеровании на себя линия получится идеально ровной даже без приложения особых усилий. Почему? Да потому, что в последнем случае фреза утягивает фрезер вправо, чему противостоит параллельный упор. В итоге движение получается прямолинейным.
Чтобы выставить на параллельном упоре то расстояние от кромки детали, на котором будет производиться фрезерование, необходимо сделать следующее:
- Ослабить винты, фиксирующие направляющие параллельного упора в подошве фрезера.
- На детали нанести карандашом контрольную отметку, отображающую величину отступа от края.
- Установить фрезер на деталь так, чтобы фреза своим режущим выступом находилась строго на нанесенной линии.

- Задвинуть параллельный упор на необходимую величину и закрепить его направляющие.

Чтобы фрезерование с параллельным упором было прямолинейным, нужно помнить следующее:
- если упор находится слева от вас, то фрезер во время работы следует тащить к себе;
- если упор находится справа от вас, то фрезер во время работы следует толкать от себя.

