

Характеристики паяльной ванны
Паяльные ванны – это специальные приспособления, которые идеально подходят для ведения краткосрочных паяльных работ, нуждающихся в стабильном температурном контроле.
Сегодня такие ванны используют, в частности, для расплавления припоя, лужения окончаний проводов (то есть нанесения на них расплавленного олова в целях защиты от коррозии), демонтажа электронных компонентов с плат и для других целей
Особенности
Паяльной ванне не требуется особое обслуживание, и она может служить своему владельцу много лет. Другое важное преимущество этого приспособления состоит в том, что с его помощью можно паять малогабаритные элементы методом погружения.

Это действительно очень простой метод пайки — нужно лишь на определённое время опустить обрабатываемый объект (например, печатную плату) сначала во флюс, а потом в ванну с уже расплавленным припоем. Когда флюс испарится и шов заполнится припойным материалом, следует вытащить изделие из ванночки и на этом завершить пайку.
Подбор
Паяльную ванну можно изготовить самостоятельно или (что гораздо проще) купить в магазине.

При выборе паяльных ванн обязательно нужно учитывать специфику будущей сферы применения. В частности, нужный объём ванночки напрямую зависит от размера и веса компонентов, с которыми придётся работать.
В разных случаях может требоваться ванна больших или меньших объёмов.
Миниатюрные паяльные ванны применяют для того, чтобы лудить выводы малоразмерных электронных компонентов, они могут быть рассчитаны на детали массой всего несколько десятков грамм. В то же время некоторые модели могут вмещать десятки килограмм.



Современная паяльная ванна может быть оборудованы терморегулятором, а также встроенным термометром с цифровой индикацией – всё это значительно упрощает работу с ними.
При покупке магазинного варианта стоит обратить внимание на следующие значимые моменты:
- материал нагревательного элемента (это может быть, например, керамика);
- лёгкость замены резервуара;
- наличие или отсутствие таймера;
- возможность отображения температуры в привычном формате – в градусах Цельсия;
- возможность размещения двух резервуаров одновременно;
- совместимость с разными типами припоев, в том числе и с припоями без свинца;
- способность стабильно поддерживать высокую температуру припоев даже при длительных операциях;
- наличие ёмкости под ободком для сбора отходов (данная ёмкость позволяет сохранять чистоту на рабочем месте).
Вместо словосочетания «паяльные ванны» в интеренет-магазинах также можно встретить термин «тигель» – в определённом смысле это слова-синонимы. Обычно тиглями называют крупные приспособления, а малогабаритные модели привычней называть именно паяльными ваннами.
Как сделать самостоятельно

Сейчас в интернете без труда можно найти инструкции о том, как сделать паяльную ванну своими руками. Самый простой метод таков. Нужно взять любую ёмкость из негорящего и неплавящегося (тугоплавкого) материала.
Затем опустить в эту ёмкость трубчатый электронагреватель (ТЭН), причём опустить так, чтобы он был на весу. В результате должна получиться эффективная ванна для лужения, работы с платами и расплавления припоя.
Другая инструкция предполагает использовать в качестве нагревателя старую электрическую плитку и прикрепить к ней, например, ковш, который можно будет затем нагревать до нужной температуры.
В конечном итоге все варианты того, как можно сделать паяльную ванну, сводятся к следующему. Нужна некая ёмкость, которая сама не будет плавиться при температуре плавления припоя, и некий нагревательный элемент. А в остальном мастер вправе действовать на своё усмотрение.
Правильное соединение электрических проводов: пайка своими руками
Проводка есть в каждом доме. А правильное соединение проводов является частью безопасности электросети и ее безаварийной работы.
Монтаж электропроводки в квартире или коттедже предполагает соединение проводов распределительных коробках и щитовых. От того, насколько правильно и качественно выполнены все соединения, зависит безопасность электросети и ее безаварийная работа.
Правильное соединение электрических проводов
Способы соединения электрических проводов
Электромонтажники используют следующие методы соединения проводов:
- скруткой;
- пайкой;
- с помощью клеммных колодок;
- опрессовкой;
- с помощью болтов;
- пластиковыми СИЗами;
- «Wago» – пружинными клеммами;
- «орехами» из пластика.
- от материала жил провода (кабеля);
- от условий эксплуатации электросети (наружная или внутренняя проводка, скрытая или проложенная открытым способом);
- от сечения соединяемых жил;
- от количества жил в одном соединении.
Соединение проводов распределительной коробки должно быть выполнено таким образом, чтобы обеспечить надежный контакт и избежать нагрева жил. Вашему вниманию обзор перечисленных выше способов соединения токопроводящих жил.
Особенность использования клеммных колодок для соединения электрических проводов
Клеммная колодка состоит из пластикового корпуса, латунной или медной втулки с резьбой и винтами, расположенными с двух сторон.
Такое приспособление позволяет:
- сэкономить на электрооборудовании: клеммная колодка дешевле других соединителей;
- надежно соединить провода;
- выполнить соединение жил из разнородных металлов (медь с алюминием);
- сократить время монтажа.
Недостатки клеммных соединителей:
- непригодность для соединения более, чем двух проводников;
- трудности во время присоединения алюминиевых жил: при чрезмерном затягивании винта металл может надломиться;
- непригодность использования для многожильных проводов.

Соединение электрических проводов в клеммной колодке выполняется следующим образом.
С кабелей частично снимается внешняя изоляция и оголяются жилы. Длина оголенного проводника зависит от размеров клеммы.
Проверяется длина участка провода без изоляции, для чего требуется выкрутить винт клеммы и ввести в отверстие жилу полностью. Лишнее обрезается бокорезами.
Для улучшения контакта выполняется лужение медного провода.
Соединяемые жилы поочередно вводятся в клеммы и зажимаются винтами в несколько приемов.
Проверяется надежность соединения.
Совет: для того чтобы снять изоляцию не повредив жилу, рекомендуется пользоваться специальным инструментом. При отсутствии такового острым ножом надрезается лишь поверхностный слой изоляции по кругу, после чего провод следует согнуть по линии реза. После разрыва изоляцию снимают легким движением плоскогубцев.
Используем пружинные клеммы для соединения электрических проводов
Соединение проводников пружинными клеммами осуществляется посредством пружин, прижимающих контактную пластину к металлу жилы. Механизм приводится в действие специальным рычагом.

Клеммный соединитель типа «Wago»
Технология «Wago» имеет ряд преимуществ перед другими способами монтажа:
- позволяет выполнять соединение алюминиевых проводов с медными;
- может использоваться для соединения более двух жил;
- позволяют выполнить коммутацию проводов в небольших распределительных коробках;
- монтаж выполняется качественно и в кратчайшее время;
- жилы проводников не повреждаются;
- после монтажа имеется возможность проверить целостность цепи с помощью щупа прибора или индикатора через отверстие в корпусе.
Для того чтобы соединить провода с помощью клемм «Wago», необходимо снять изоляцию так, чтобы оголенных жил не было видно, после чего ввести жилы в гнезда соединителя и прижать рычаги до упора.
Примечание: существуют пружинные клеммы «Wago» многоразового и одноразового применения. Последние, при необходимости ремонта соединения, срезаются, после чего устанавливаются новые соединители.
Соединение проводников с помощью СИЗ колпачков

СИЗ колпачок накручивается на соединение по часовой стрелке
Аббревиатура СИЗ означает «соединительные изолирующие зажимы». Конструкция соединителя представляет собой пружину, расположенную в пластиковом корпусе. Пружина надежно удерживает жилы вместе, чем создает надежный контакт. Преимущества такого способа:
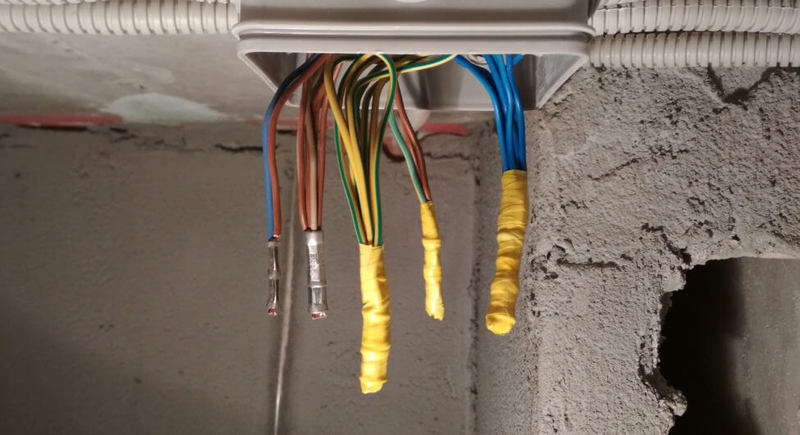
- возможность маркировки проводов с помощью цветных колпачков: жилы «фазы» соединяют СИЗ красного цвета, «ноля» – синего или белого, «земли» — желтого или зеленого;
- защищенность от возгорания: корпуса соединителей изготовлены из не горючего пластика.
Важно: соединение медных и алюминиевых проводов с помощью СИЗ не допускается.
Опрессовка гильзами
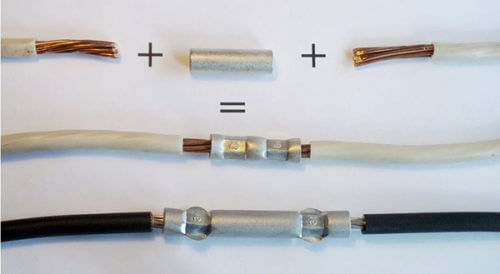
Соединение жил проводников гильзами
Метод заключается в том, что на освобожденные от изоляции жилы надевают металлическую трубку (гильзу), которую обжимают пресс-клещами. В результате проводники плотно соединяются друг с другом. Место соединения изолируют.
Важно: соединение алюминиевых и медных проводников допускается выполнять только с помощью специально предназначенных для этого гильз.
Сварка и пайка электрических проводов руками
Технология сварки или пайки позволяет получить надежное соединение проводов.
Недостатком данного метода является невозможность выполнить контроль целостности сети после монтажа и изолирования, а также не ремонтопригодность такого соединения. Кроме того, горелка для пайки своими руками представляет опасность при использовании.
Альтернативой пайки проводов является их сварка. Процесс предполагает использование сварочного аппарата.
Технология сваривания проводов
При соединении медных проводов таким способом рекомендуется опробовать трансформатор для пайки медных проводов своими руками, прежде чем приступить к работе. Важно знать, что плавка меди осуществляется при температуре 1080 °С, но уже свыше 300 °С этот металл становится хрупким.
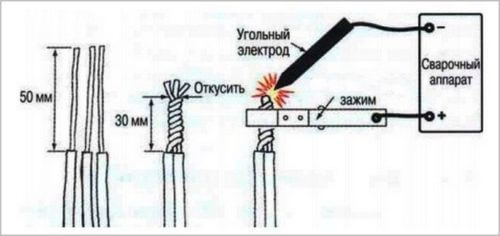
При отсутствии специального паяльного устройства пользуются обычным инверторным сварочным аппаратом. Поэтапно процесс сварки проводов выглядит следующим образом.
С концов проводов снимается изоляция на длину до 10 см.
Жилы соединяемых проводов туго скручиваются друг с другом. В результате должны образовываться скрутки длиной примерно 5 см.
Кабель «массы» инверторного аппарата присоединяется к скрутке ближе к ее началу.
Ручка регулировки силы тока устанавливается в положении от 30 до 90 А (при напряжении 12 – 36 В): значение выбирается в зависимости от сечения провода и их количества.
Угольный электрод сварочного аппарата кратковременно (не более 2 с) прикасается к скрутке так, чтобы образовалась дуга. В результате на кончике скрутки образуется сварное монолитное соединение.
После полного остывания соединение изолируется термоусадочной трубкой или липкой лентой. 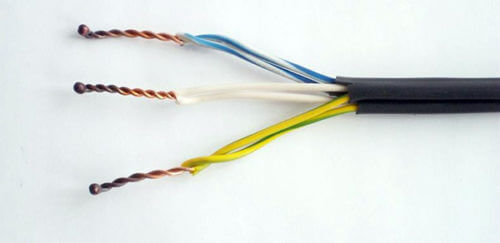
На концах жил, соединенных сваркой, образуется монолитный сплав
Соединение электрических проводов пайкой
Пайка медных проводов – старый, испытанный способ, позволяющий получать надежное электрическое соединение. Технология позволяет монтировать монолитные и многожильные провода различных сечений. В одном соединении может быть несколько проводников.
Работа выполняется по следующей технологии.
С концов соединяемых проводников специальным приспособлением снимается изоляция (примерно 5 см).
Жилы туго скручиваются друг с другом вручную или с помощью плоскогубцев (в зависимости от количества жил и их сечений).
Скрутка обрабатывается флюсом либо канифолью. Это необходимо для улучшения качества пайки.
На открытом огне (используется газовая горелка или бензиновая паяльная лампа) разогревается стаканчиковый паяльник (футорка) докрасна. Чаша футорки до краев заполняется оловянно-свинцовым припоем марки ПОС 30, ПОС 40 или ПОС 61.
Припой разогревается до состояния текучести.
Скрутка кратковременно (до 1 секунды) полностью окунается в чашу футорки, в результате чего припой должен полностью покрыть оголенные жилы.
После естественного остывания скрутка изолируется липкой лентой ПВХ или пластиковым колпачком.
Важно: пайку проводов следует выполнять в защитных очках и брезентовых рукавицах. Во время работы необходимо соблюдать правила пожарной безопасности.
Пайка медных проводов выполняется так, как это показано на видео.
Соединение проводов простой скруткой
Схемы соединений проводов в распределительной коробке для маломощных электрических сетей могут быть реализованы методом простой скрутки без применения дополнительных средств фиксации. При этом важно, чтобы шаг скрутки был как можно меньше, а длина ее – не менее 20 мм. Соединяют таким способом только жилы из однородных металлов: медь – с медью, алюминий – с алюминием.
Не допускается применять такой метод монтажа во влажных помещениях и в деревянных домах.

После скручивания соединение проводов должно выглядеть так, как показано на фото
Зажим типа «орех»
Для соединения проводов сечением 4 кв. мм и более удобно использовать зажим «орех». Он представляет собой пару пластин специальной формы, которые прижимаются друг к другу винтами по углам. Преимущества способа:
- простота соединения;
- возможность соединять медные жилы с алюминиевыми;
- сравнительная дешевизна материалов.

Важно: зажим «орех» не применяется в распределительных коробках (не позволяют размеры). Для того чтобы контакт оставался надежным, винты необходимо время от времени затягивать.
Использование болтового соединения для соединения электрических проводов
Для соединения проводов большого сечения, а также для монтажа элементов заземления в электрощитовой используют болтовое соединение. Концы проводов, освобожденные от изоляции, накручивают на резьбу болта в направлении часовой стрелки. Соединение прижимают шайбой с гравером и гайкой, после чего болт изолируется.

В завершение предлагаем ознакомиться с обучающим видео (мастер-класс с комментариями специалиста).
Если у вас возникли вопросы по этой теме, задайте их специалистам и читателям нашего проекта здесь.
Понравилась статья? Напишите свое мнение в комментариях.
Подпишитесь на наш ФБ:
Как выбрать сварочный аппарат для скруток медных жил
Самостоятельный монтаж электропроводки с медными сердечниками по силам каждому. По правилам провода соединяются клеммами, запаиваются или свариваются. В распределительных коробках, щитках удобнее работать аппаратом для сварки медных проводов. Медная скрутка за считанные секунды расплавляется под действием электрической дуги. После этого ее изолируют. Такое соединение прослужит долго, не станет дополнительным сопротивлением.
Имея дома небольшое устройство для сварки, можно выполнять сторонние заказы по монтажу или ремонту медных проводов. Многие умельцы делают сварочники самостоятельно.

Конструктивные особенности и принцип работы аппаратов для сварки проводов
Выбирая оборудование для холодной сварки, необходимо учитывать особенности медной проволоки. При нагреве до 300°С медь становится хрупкой. Плавится она при 1100°С,
Варят ее постоянным и переменным током, рабочее напряжение выдается в интервале значений от 12 до 36 вольт, сила тока – 150 А. Мощность и рабочий ток зависит от количества проводников в скрутке, толщины жил.
У сварочных аппаратов для медных проводов должна быть плавная регулировка сварочного тока, чтобы исключить риск пережогов или непроваров проводников, на оптимальном токе электрод не залипает – не прикипает к медным жилам. Для работы с медью подойдет инвертор или устройство на базе трансформатора.
Виды сварочных аппаратов для проводов
На рынке представлены специализированные устройства для монтажа кабеля отечественного и зарубежного производства. Это аппараты для сварки скруток медных жил:
- ТС 700 производства фирмы «Призма» мощностью от 1 до 1,5 кВт предназначены для сварки меди и алюминия;
- модификация ТС 700-1 самая примитивная, сваривать скрутки до 16 мм смогут начинающие, цена 7,6 тысяч рублей;
- модель ТС-700-2 – узкопрофильная, ей пользуются электрики, монтируя толстый кабель, предельный диаметр скрутки – 24 мм, цена в пределах 9 тысяч;
- ТС 700-3 – самый мощный, продается в комплекте с двумя силовыми проводами, держателем электрода, стоимость сварочного оборудования 9,3 тысячи.
Небольшие инверторные аппараты, которые подойдут для сварки алюминиевого кабеля, медных проводов:
- «Дона» миниатюрный, работает от стандартной сети 220 В, оснащен цифровым индикатором, функцией стабилизации дуги, плавными регуляторами силы тока, цена устройства 8 тысяч рублей;
- аналогичные аппараты «Микроша» (модели 160ПНЦ и 180 ПНЦ) выдают необходимый рабочий ток, ими просто пользоваться, стоят около 8 тысяч.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Самодельные конструкции
На базе трансформаторов от старого оборудования многие сами сооружают аппараты, пригодные для сварки. Для кожуха необходима плотная коробка из огнестойкого материала, например, старый корпус от микроволновки. Некоторые умельцы монтируют схему с трансформатором и диодом на деревянной подставке. Если есть длинный кабель, для варки скрутки медных проводов применимо и такое оборудование. Варка проводится на весу, удаленность должна быть не менее 1,5 метров.
Можно использовать трансформатор любой мощности от 300 до 800 ватт, на вторичной обмотке должно быть напряжение от 12 до 36 В. Для сварки алюминиевых и медных проводов небольшого диаметра хватит 9 В. В качестве электрода, разжигающего дугу, используют угольные вкладыши пальчиковых батареек. На контакты выводят мощные провода с сечением не менее 15 мм 2 . Если нет толстого кабеля, скручивают 2 или три тонких провода.
Себестоимость самодельного сварочного аппарата для сварки алюминиевых и медных проводов невысокая, используют трансформаторы от микроволновых печей, другой бытовой техники. С ними нужно обращаться аккуратно, нельзя их включать в сеть для проверки без удаления родной вторичной обмотки. Мощность может достигать 2000 В. С самодельной вторичной обмоткой трансформатор безопасен, к нему можно подключать угольный карандаш и плоскогубцы для зажима скрутки.
Браться за изготовление сварочного аппарата стоит, если есть опыт сборки или ремонта электротехнических устройств.
Технология сварки медных скруток
Для сварки провод очищают на 5–7 см от конца, чтобы во время работы не повредить сварочным оборудованием изоляцию. Сердечники складывают параллельно, концами в одну сторону. Скручивают, сильно зажимают скрутку плоскогубцами. Электродом касаются кончика скрутки. За 1–2 секунды образуется шарик однородного металла. Заваренную скрутку остужают, изолируют термоусадочной трубкой или изоляционной лентой.
Перед работой нужно потренироваться на обрезках кабеля, чтобы выбрать параметры рабочего тока. Угольный электрод сначала 5 секунд прогревают, только потом направляют на скрутку. Время выдержки зависит от количества проводников, диаметра жил. Медь нельзя перекаливать до потемнения, соединение будет хрупким, способно рассыпаться при укладке провода в щиток или распределительную коробку.
При выборе сварочного аппарата, предназначенного для сварки алюминиевых и медных проводов, учитывают параметры тока. Выбирают устройства с минимальным шагом настроек. Компактные легкие инверторы можно носить на плече. Универсальные хороши тем, что ими выполняют многие виды сварочных работ.
Паяльник для пайки скруток в распределительной коробке

Рад приветствовать посетителей моего блога!
Сегодня я вам хочу рассказать о паяльнике для пайки скруток медных проводов в распределительных коробках при монтаже электропроводки.
Вы проводите электропроводку, сделали коробку, скрутили провода в ней. Как усилить контакт проводов в скрутке? Многие мастера сваривают концы проводов специальным сварочным аппаратом. Я же паяю скрутки а не свариваю их. И для этого есть объективные причины. Они чисто технического характера. Я использовал сварку до того как начал спаивать скрутки.
Минусы этого способа:
- Провода легко перегреть, поэтому может оплавиться изоляция
- Сваривается самый кончик провода и если какая-то жила чуть не доходит до конца она не приварится
- Отрицательное воздействие дуги от сварки на глаза
- Трудоемкость этого способа
Итак, паяльник для пайки скруток собственной персоной! (Мой вариант). На фото он немного потрепан потому что поработал на славу.

В качестве основы я использовал обыкновенный 100 ваттный паяльник. Можно взять помощнее ватт так 150-200. Это даже лучше. И медная цилиндрическая болванка размерами: длиной 4-5 см и диаметром 1,5-2 см.

В болванке нужно сделать два отверстия, как показано на этом рисунке.

Отверстие малого диаметра для жала паяльника (сквозное). Отверстие большого диаметра – ванна для олова.
Малое отверстие делаем такого диаметра, чтобы жало паяльника заходило в него как можно плотнее и не вращалось. Кончик жала паяльника можно немного заточить, чтобы оно вошло в отверстие и дальше плотно вставляем жало в него. Паяльник для пайки скруток почти готов. Делаем подставку, чтобы паяльник большим отверстием всегда стоял вверх. Иначе олово из него просто напросто выльется.
И еще, нужно удлинить провод паяльника. У меня он метра 3, а может даже 4. Я думаю, вы с этим легко справитесь. Длинный провод нужен для того, чтобы не таскать за собой вверх удлинитель (ведь скрутки придется паять на высоте). Загружаем в паяльник кусочек канифоли и олово и включаем в паяльник в розетку. Процесс пошел! Ждем пока нагреется. Это зависит от мощности паяльника и напряжения в сети. Может греться минут 10-15.
Олово расплавилось – можно приступать к пайке скруток. Как делать скрутки читайте в моей статье “Делаем скрутку проводов в коробке правильно”.

Олова в ванночке должно быть почти под самый край. Тогда длина спайки будет больше. В качестве флюса я использую канифоль. Можно кусковую. Берем паяльник за ручку, опускаем скрутку в паяльник, ждем секунду-две, чтобы скрутка чуть-чуть нагрелась, потом прислоняем к скрутке кусочек канифоли и опять опускаем в паяльник. Но уже смотрим, чтобы участок хорошо пропаялся и только потом убираем паяльник и даем скрутке остыть. Только после этого можно скрутку изолировать.

Да, нужно проводить эти действия аккуратно, чтобы не расплескать олово из паяльника. Всё олово у нас остается в паяльнике. На землю ничего не попадает. Главное подождать когда паяльник нагреется. Сама пайка скруток происходит довольно быстро.
Я сначала расключаю коробки, потом пропаиваю их одну за одной. Если приноровиться, то получается намного быстрее, чем варить сваркой.
На этом у меня всё!
Делайте паяльник для пайки скруток, паяйте не теряя олово.
Если вам понравилась идея и статья делитесь в соцсетях.
Пишите в комментариях если статья вам помогла.
Как выбрать правильный паяльник и научиться паять провода
 Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Выбор и подготовка паяльника
Это, пожалуй, самый ответственный этап. Неудачно выбранным или неправильно подготовленным инструментом качественную пайку не получить.
Мощность и тип
Основным критерием выбора паяльника является его мощность. Промышленностью выпускаются инструменты мощностью от 10 до 200 Вт и выше. Первые могут иметь размеры авторучки, последние выглядят как натуральный молоток внушительных размеров.

Электропаяльники мощностью 30 (слева), 60 и 200 Вт.
Осталось решить, какой паяльник выбрать для пайки проводов. Тут все будет зависеть от производимой операции, а точнее, от толщины и массивности деталей, которые необходимо запаять. Чем детали массивнее, тем большую теплоемкость должен иметь инструмент. Примерную зависимость рекомендуемой мощности паяльника от выполняемой задачи можно представить в виде следующей таблицы:
- 15-25 Вт – мелкие радиоэлементы, микросхемы, проводники диаметром до 0.3-0.5 мм;
- 30-40 Вт – крупные радиоэлементы, провода диаметром до 1 мм в том числе многожильные;
- 40-60 Вт – достаточно крупные детали, проводники диаметром до 2 мм;
- 100 Вт – массивные детали, провода диаметром до 3-4 мм;
- более 100 Вт – силовая электропроводка диаметром более 4 мм.
Если под рукой не окажется паяльника с необходимыми характеристиками, можно взять несколько больший по мощности, но не наоборот. Массивным прибором спаять тонкие провода при известном навыке можно, маленьким и маломощным толстые – практически никогда. Идеально, если в вашем хозяйстве будет несколько электропаяльников различной мощности.
Но как поступить, если паяльника необходимой мощности не окажется или его вообще не существует в природе? Пытаться припаять шины в карандаш толщиной стоваттным паяльником? Ни в коем случае! В этой ситуации поможет обычный огонь. Поместите подготовленные к пайке детали, к примеру, в пламя бытовой газовой горелки или спиртовки и паяйте. Дополнительный подогрев поможет выполнить качественную пайку даже маломощным инструментом. Единственно, нагревая провода на открытом пламени, не переусердствуйте – достаточно небольшого дополнительного подогрева.
Отдельно стоит отметить так называемые «пистолетные» или импульсные паяльники, которые достаточно широко использовались, да и сегодня стоят на вооружении у мастеров на выезде.

Современный вариант пистолетного паяльника.
С первого взгляда преимущества такого аппарата налицо – он мгновенно нагревается и так же быстро остывает. Но эта особенность удобна лишь узкому кругу специалистов – мастерам по вызову. Пришел, достал из чемодана, ткнул, убрал в чемодан, забрал деньги и ушел. Но тот, кто серьезно работал с такими паяльниками, отлично знает и их недостатки.
Прибор буквально неподъемный, не держит оптимальной температуры, форма жала, которое катастрофически горит, исключительно неудобная. В результате пайку подобным инструментом с проволочной петелькой вместо жала можно охарактеризовать фразой «уф, вроде прислюнил». Пистолетный электропаяльник худо-бедно сгодится для ремонта лампового телевизора «Рекорд», да пылесоса «Вихрь», но не более. О качественной пайке, особенно проводов, тут и речи быть не может.
Заточка и облуживание жала
После того как паяльник выбран, его необходимо подготовить – заточить и облудить жало. Видов заточки жал существует множество:
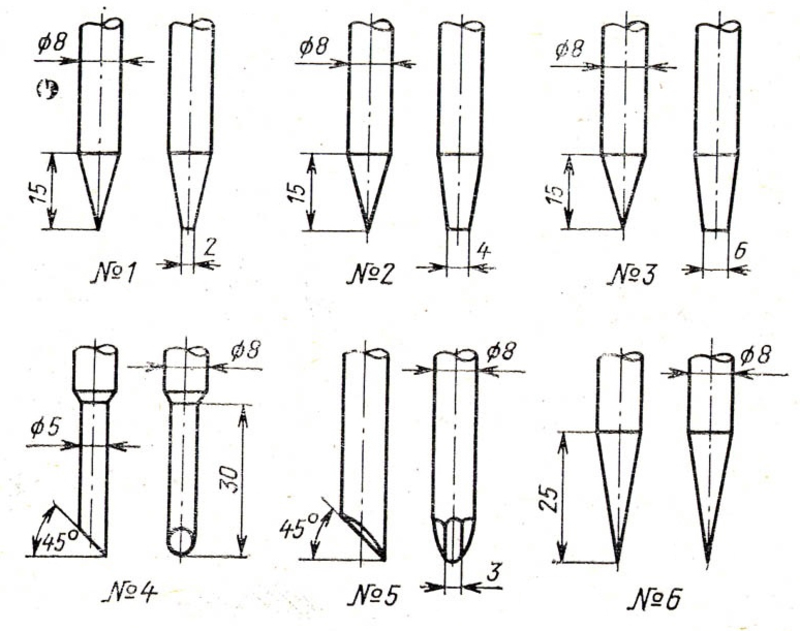
Унифицированные формы заточки жала паяльника
Какую выбрать, зависит от ваших личных предпочтений и привычек. Для пайки проводов наиболее оптимальными считаются заточки №№ 3, 4 и 5. После заточки обычным напильником жало необходимо сразу же облудить – покрыть слоем припоя. Для чего это нужно сделать? Вкратце процесс пайки заключается в следующем: на кончик разогретого жала наносится капля припоя, который впоследствии переносится на спаиваемые детали. Но как работать пальником, необлуженное жало которого покрыто оксидом меди и абсолютно не смачивается припоем?
Итак, если жало инструмента заточено или просто зачищено до медного блеска, пора переходить к облуживанию. Для этого понадобится обычная паяльная канифоль и кусочек припоя. Включаете электропаяльник в сеть и не спеша, без нажима натираете зачищенный участок кусочком канифоли. По мере разогрева паяльника канифоль начнет плавиться и покрывать жало тонким слоем.
Быстренько откладываете канифоль и берете в руки припой, пытаясь «закрасить» им покрытый канифолью участок. По мере дальнейшего разогрева паяльника припой тоже начнет плавиться и равномерно растечется по жалу. Операцию можно считать законченной. Если с первой попытки ничего не получилось, не отчаивайтесь – остудите паяльник (горячее жало зачищать бесполезно – оно тут же будет окисляться), повторите зачистку и снова залудите.
Температура инструмента
Осталось подобрать оптимальную температуру жала. Бытует мнение, что чем больше мощность электропаяльника, тем выше температура его жала. Это абсолютно неверно! От мощности зависит лишь тепловая емкость инструмента, а значит, и способность его прогреть место пайки. По этой же причине чем выше мощность паяльника, тем больше и толще его жало.
А что касается температуры паяльника любой мощности, она одинакова и должна быть такой, чтобы, с одной стороны, припой легко плавился, собираясь на кончике жала каплей, с другой – канифоль не горела с характерным запахом горящей смолы. Производя пайку проводов паяльником с недогретым жалом, вы не сможете качественно прогреть место соединения, а при работе перегретым инструментом канифоль или любой другой флюс сгорит быстрее, чем успеет выполнить свои функции. В обоих случаях получится пайка, которую монтажники называют «прислюнил».
 Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
В результате небольшая часть жала, которая до этого находилась внутри нагревательного элемента, окажется снаружи и вместо того, чтобы нагреваться, будет охлаждаться окружающим воздухом.
Если же температура паяльника недостаточна, проведите противоположную операцию – задвиньте жало глубже. Несмотря на кажущуюся простоту, такой метод весьма эффективен.
Паяльный флюс
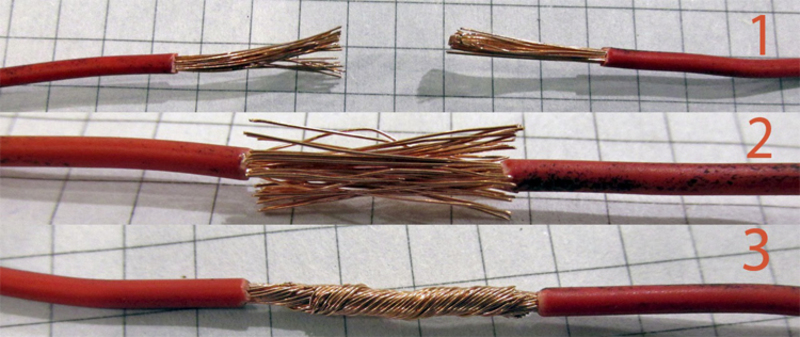
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:

Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.

Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.

Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы. Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода.
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:
Подготовка многожильной проводки к пайке.
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:

Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».

Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:

Облуженные провода, готовые к пайке.
Осталось плотно их скрутить и спаять при помощи обычной канифоли.
Паяльное и сварочное оборудование, аксессуары


Сварочный инвертор КАЛИБР Mini СВИ-180АП 3800 Вт
(6) 3 399,00 ₽ В корзину

Инвертор сварочный ELITECH АИС 200 prof
(9) 8 499,00 ₽ 6 999,00 ₽ В корзину

Инвертор сварочный Wert MMA 180N
(39) 4 599,00 ₽ В корзину


Сварочный аппарат Wert WPT 1600 Вт
(1) 1 499,00 ₽ В корзину

Инвертор сварочный полуавтомат MIG-MAG (IGBT) ELITECH ИС 160П
(1) 14 190,00 ₽ В корзину

Инвертор сварочный ELITECH АИС 220 Prof 7,5 кВт
(1) 9 599,00 ₽ В корзину

Инвертор сварочный Wert MIG 120
(2) 10 190,00 ₽ В корзину

Сварочный инвертор КАЛИБР СВИ-200 3800 Вт
(2) 4 099,00 ₽ В корзину
Инвертор сварочный полуавтомат MIG-MAG (IGBT) ELITECH ИС 220П
(1) 19 290,00 ₽ В корзину
Инвертор сварочный Wert MMA 220N
(5) 5 599,00 ₽ В корзину
Сварочный аппарат КАЛИБР СВА 780 Вт
(1) 1 199,00 ₽ В корзину
Аппарат сварочный ELITECH СПТ 1500
(1) 3 099,00 ₽ В корзину
Сварочный инвертор Wert MMA 200N
(2) 5 099,00 ₽ В корзину
Инвертор сварочный Wert MIG 200
(3) 16 990,00 ₽ В корзину
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
(1) 5 099,00 ₽ В корзину
Комплект сварочного оборудования VALTEC 16 – 40 мм
(2) 4 779,00 ₽ В корзину
Инвертор сварочный КАЛИБР MICRO 205
(6) 5 599,00 ₽ В корзину
Инвертор сварочный Elitech АИС 180 Prof
(3) 7 399,00 ₽ В корзину
Аппарат сварочный КАЛИБР СВА – 2000Т
(9) 3 499,00 ₽ В корзину
Сварочный инвертор КАЛИБР СВИ-220 4200 Вт
(1) 4 599,00 ₽ В корзину
Газовый баллон KOVEA NZ 220 гр
(0) 129,00 ₽ В корзину
Паяльник универсальный Dremel VersaTip 2000-6
(2) 3 499,00 ₽ В корзину
Горелка универсальная бутановая КАЛИБР ГУБ-1700
(2) 569,00 ₽ В корзину

Паяльник LUX-TOOLS 30 Вт
(1) 369,00 ₽ В корзину
Паяльник LUX-TOOLS 100 Вт
(1) 1 299,00 ₽ В корзину
Зажим массы КАЛИБР ЗМС-500
(0) 229,00 ₽ В корзину
Уголок ELITECH 0606.017400
(0) 249,00 ₽ В корзину
Паяльник LUX-TOOLS 60 Вт
(3) 429,00 ₽ В корзину
Горелка универсальная бутановая КАЛИБР ГУБ-130
(3) 459,00 ₽ В корзину
Горелка универсальная бутановая КАЛИБР ГУБ-150
(5) 689,00 ₽ В корзину
Плита газовая KOVEA TKR-9507
(0) 2 299,00 ₽ В корзину
Уголок ELITECH 0606.017300
(0) 249,00 ₽ В корзину
Уголок ELITECH 0606.017900
(0) 399,00 ₽ В корзину
Паста флюс LUX-TOOLS 20 гр
(0) 269,00 ₽ В корзину
Сварочный аппарат для пластиковых труб КАЛИБР СВА-900Т
(1) 2 399,00 ₽ В корзину
Аппарат сварочный для ПП труб КАЛИБР СВА-1000Т
(2) 2 599,00 ₽ В корзину
Лампа паяльная КАЛИБР ЛП-1.5
(0) 1 099,00 ₽ В корзину
Электроды TIGARBO МР3С 2,5×350 мм 1 кг
(0) 209,00 ₽ В корзину
Паста флюс LUX-TOOLS мягкая 50 гр
(0) 369,00 ₽ В корзину
Паста флюс LUX-TOOLS 20 гр
(0) 249,00 ₽ В корзину
Камень паяльный LUX-TOOLS 65х45 мм
(0) 155,00 ₽ В корзину
Кислота паяльная LUX-TOOLS 30 мл
(0) 269,00 ₽ В корзину
Паяльник LUX-TOOLS 30 Вт
(1) 859,00 ₽ В корзину
Паяльник LUX-TOOLS 80 Вт
(1) 1 099,00 ₽ В корзину
Паяльник LUX-TOOLS 150 Вт
(2) 1 399,00 ₽ В корзину
Паяльник LUX-TOOLS 15 Вт
(4) 1 099,00 ₽ В корзину
Лампа паяльная КАЛИБР ЛП-1.0
(1) 829,00 ₽ В корзину
Горелка универсальная бутановая КАЛИБР ГУБ-165
(0) 799,00 ₽ В корзину
Электрод сварочный ELITECH МР-3С 3×350 мм
(1) 729,00 ₽ В корзину
Электроды TIGARBO МР3С 3×350 мм 5 кг
(0) 599,00 ₽ В корзину
Электроды TIGARBO МР3С ассорти
(0) 259,00 ₽ В корзину
Сварочные электроды ELITECH MP-3C 2.5 мм
(0) 199,00 ₽ В корзину
Кабель сварочный ELITECH DX25 с электродержателем 16 мм
(0) 1 899,00 ₽ В корзину
Кабель сварочный ELITECH DX50 с электродержателем 25 мм
(0) 2 499,00 ₽ В корзину
Паяльник LUX-TOOLS 60 Вт
(0) 1 099,00 ₽ В корзину
Держатель электродов КАЛИБР ДС-300
(0) 209,00 ₽ В корзину
Зажим массы КАЛИБР ЗМС-300
(0) 209,00 ₽ В корзину
Держатель электродов КАЛИБР ДС-500
(0) 209,00 ₽ В корзину
Электроды TIGARBO МР3С 4×450 мм 1 кг
(0) 169,00 ₽ В корзину
Электроды TIGARBO МР3С 4×450 мм 5 кг
(0) 599,00 ₽ В корзину
Электроды TIGARBO МР3С 3×350 мм 1 кг
(1) 189,00 ₽ В корзину
Сварочные электроды ELITECH MP-3C 4 мм
(0) 159,00 ₽ В корзину
Кабель сварочный ELITECH DX25 на массу 16 мм
(0) 1 499,00 ₽ В корзину
Кабель сварочный ELITECH DX50 на массу 25 мм
(0) 1 999,00 ₽ В корзину
Припой для фитингов LUX-TOOLS 100 гр
(0) 419,00 ₽ В корзину
Прутки-припой для фитингов LUX-TOOLS 3 мм
(0) 739,00 ₽ В корзину
Паста для фитингов LUX-TOOLS 100 гр
(0) 739,00 ₽ В корзину
Припой для электротехники LUX-TOOLS 1.5 мм
(0) 199,00 ₽ В корзину
Припой для радиоаппаратуры LUX-TOOLS 1.5 мм
(0) 649,00 ₽ В корзину
Припой для электротехники LUX-TOOLS 1 мм
(0) 159,00 ₽ В корзину
Припой для радиоаппаратуры LUX-TOOLS 100 гр
(0) 739,00 ₽ В корзину
Паяльное и сварочное оборудование, аксессуары в интернет-магазине ОБИ
В каталоге гипермаркета OBI собрано около 70 наименований сварочного и паяльного оборудования, а также аксессуаров к нему. Стоимость габаритных агрегатов может составить сумму до 20000 рублей за комплект.
Советы по выбору
При выборе спецоборудования из этого раздела учитывают основные технические характеристики моделей:
- • Номинальную мощность.
- • Габариты и вес.
- • Величину тока.
Инверторы отличаются от стандартных сварочных аппаратов повышенной надежностью, уменьшенным потреблением электроэнергии. Такие агрегаты хорошо защищены от перегрузок, характеризуются простотой и удобством регулировки основных параметров.
Универсальные газовые паяльники предназначены для автономной работы вдали от стационарной электросети. При покупке изделия обращают внимание на количество насадок, объем газового резервуара и рабочую температуру.
Универсальные горелки и паяльные лампы применяют для разогрева поверхностей строительных материалов. Предпочтение отдают моделям с увеличенными емкостями для газа и функцией быстрой заправки.
Заказывайте в магазине ОБИ спецоборудование для сварки и пайки с оплатой стоимости в рассрочку и гарантиями.
Способы оплаты и доставки
- Приобретайте товар онлайн с доставкой
- • Оплатить заказ вы можете наличным или безналичным расчетом.
- • Дату и время доставки вы согласуете с оператором по телефону при подтверждении заказа.
- • Условия бесплатного предоставления услуги зависят от города, суммы и веса продукта.
- • Разгрузка товаров, подъем и перенос относятся к дополнительным услугам и могут оплачиваться отдельно, уточняйте у оператора магазина.
Детальная информация об интервалах и зонах по городам, условия разгрузки и подъема заказа находятся на странице сервиса, где вы можете заранее самостоятельно рассчитать стоимость вашей доставки, указав почтовый адрес и параметры для разгрузки.
- Заказывайте и забирайте сами там, где вам удобно
- • При заполнении формы заказа, укажите удобную вам дату и время для посещения гипермаркета.
- • Оплатить покупку вы можете наличным или безналичным расчетом в кассах магазина.
Приобретенные товары можно самостоятельно забрать в любом из магазинов ОБИ в Москве, Санкт-Петербурге, Рязани, Волгограде, Нижнем Новгороде, Саратове, Казани, Екатеринбурге, Омске, Краснодаре, Сургуте, Брянске, Туле и Волжском.

