

Антикор наносим сами
АНТИКОР НАНОСИМ САМИ
ДЛЯ ВАС И ВАШЕЙ МАШИНЫ
АНТИКОР НАНОСИМ САМИ
Вы когда-нибудь слышали о гаражном антикоррозионном оборудовании? Говорят, очень полезная штука. Во всяком случае, небольшие и относительно дешевые комплекты для нанесения мастик и консервантов широко распространены за рубежом. Специалисты утверждают, что с их помощью можно обработать автомобиль практически на профессиональном уровне, то есть не хуже, чем на станции технического обслуживания. Раз так, не будем откладывать дело в долгий ящик и, вооружившись всем необходимым, самостоятельно освежим покрытие на редакционном VAZ 2106.
Оснастку и материалы для гаражных антикоррозионных работ предлагает множество западных фирм. Но большинство из них занимается в основном «расфасовкой» продукции крупных производителей. После недолгих размышлений мы остановили свой выбор на «Тектиле» — торговой марке, проверенной и хорошо известной нашим автомобилистам. К тому же часть редакционных машин покрыта именно этим материалом, а значит, не возникнет проблем с совместимостью составов.
Итак, перед нами — полный набор оборудования для антикоррозионной обработки. Посмотрим, что в него входит. Пистолет для распыления материалов снабжен четырьмя насадками: одной для нанесения мастики на днище и тремя для распыления консервантов на швы и открытые поверхности, в двери, пороги и силовые элементы кузова. К пистолету прилагаются литровые баллончики с антикоррозионными составами: четыре с мастикой «Тектил-Бодисейф» и две с «Тектилом-МЛ» для скрытых полостей. Материала должно хватить на обработку одного автомобиля размером с «Жигули» или «Москвич». Кроме того, в комплект входит еще один пистолет попроще с баллончиком «Тектил-190». Это антигравийный состав черного или серого цвета, стойкий к ударам камней. Его наносят на пороги, юбки и нижние части пластиковых бамперов.
Что еще понадобится? Воздушный компрессор, способный выдать 5–6 атмосфер, подъемник или эстакада и отмытый автомобиль.
Начинаем действо. Снимаем пробку с баллончика и навинчиваем его прямо на пистолет. Защелкиваем байонетное крепление насадки и распыляем консервант в подкапотном пространстве и багажнике. Затем обрабатываем швы, дверные проемы, сточные желоба. Меняем баллончик и насадку. Снимаем фонарики в торцах дверей, сверлим отверстия и заливаем «Тектил-МЛ» в короба дверей. Поднимаем машину подъемником, снова меняем насадку. Ставим гибкий шланг с наконечником, дающим распыл в разные стороны. Через отверстия в задних колесных нишах загоняем состав в пороги. Заканчиваем обработку скрытых полостей распылением материала в лонжероны и силовые элементы нижней части кузова. Навинчиваем на пистолет насадку для нанесения мастики, по мере опустошения меняем баллончики с «Тектилом-Бодисейф» и покрываем днище слоем черного состава.
Вся процедура, (исключая мойку автомобиля) заняла не более двух часов. Работать легко и удобно, во всяком случае о традиционных манипуляциях с кистью и вспоминать не хочется. Перерасход материала — полбаллончика консерванта, а вот мастики вполне хватило. Качество действительно на высоте — точь-в-точь как на специализированных станциях.
Многих, вероятно, заинтересует цена. Что ж, приведем наши расчеты. Пистолет с насадками стоит 195 долларов США. Баллончик консерванта — 6,75, мастики — 6,5. Пистолет для антигравийного состава — 50, упаковка «Тектила-190» — 8,5. Суммируем. Оборудование обойдется в 245 долларов, «химия» на один автомобиль — 48. Всего — 293 доллара. Теперь вспомним, что обработка отечественной модели на станции обходится в 145–150 долларов в зависимости от модели. Получается, что комплект «Тектил» можно окупить, обслужив два автомобиля. А дальше уже начинается либо экономия, либо прибыль, если комплект используется в небольшой мастерской. Но в этом случае надо знать следующее. Не проигрывая в качестве нанесения покрытия профессиональному оборудованию, заинтересовавшие нас комплекты уступают ему в производительности. При поточном методе, когда нужно обслужить свыше трех-четырех автомобилей в день, большая оснастка рентабельнее, надежнее и позволяет работать быстрее.
Исходя из сказанного определим примерный круг покупателей гаражного оборудования. Его имеет смысл приобретать в складчину соседям по стоянке или гаражу. Будет оно полезно и в небольших мастерских автосервиса, для которых антикоррозионная обработка не основное занятие. Скажем, пожелал клиент помимо перекраски машины еще и защитить ее от коррозии — пожалуйста, такая дополнительная услуга существует. Кстати, подготовить поверхности можно тщательнее, чем при поточном методе. Да, видимо, время пушечного сала, трехлитровых банок мастики, кисточек и кустарных технологий проходит. На пороге нового тысячелетия все большее число автолюбителей станет защищать свои машины от коррозии цивилизованными методами.
Комплект гаражного оборудования «Тектил».
Обработать подкапотное пространство с хорошей оснасткой проще простого.
Для обработки дверей служит специальная насадка — длинный штырь с круговым распылом.
Гибкому шлангу легко проникнуть в лонжерон.
Пистолет для антикоррозийной обработки

Износ любого транспорта начинается буквально с первого момента его эксплуатации. Одним их самых весомых факторов износа автомобилей считается коррозия – враг номер один для всех незащищённых металлических поверхностей. Причины коррозии — попадание частичек влаги и химически активных веществ на незащищённые участки авто, а также в область скрытых полостей, которые также подвержены разрушению вследствие возникновения очагов ржавчины.
Принято считать, что наиболее подвержены коррозии те части машины, которые ближе всего расположены к поверхности дороги: днище, пороги, низ внутренней части кузова. Опасными в этом отношении становятся и те участки кузова, где повреждено лакокрасочное покрытие.
Чтобы избежать возникновения очагов ржавчины, применяются разные методы защиты, в том числе и различные виды антикоррозийной обработки. Очень эффективным средством на сегодняшний день являются средства для антикоррозийной обработки, которые называют антикорами. Эти средства рекомендуется наносить на все незащищённые металлические участки авто, а также использовать для обработки скрытых полостей, где существует вероятность возникновения окислительных процессов, разрушающих структуру металла.
Для нанесения антикоррозионных составов и обработки скрытых полостей используется специальное оборудование. Это особый распылитель — пистолет для антикора, к которому прилагается набор дополнительных аксессуаров для удобства нанесения вещества.
Оборудование для антикоррозийной обработки – принцип действия
Принцип действия, по которому работает оборудование для обработки антикором, сходен с работой краскопульта. Распылитель для нанесения средства соединён шлангом с компрессором. Компрессор при помощи сжатого воздуха создаёт избыток воздушного давления или, наоборот, разреженную атмосферу. За счёт этого вещество пучком выходит из сопла и попадает на обрабатываемые области.
 Пистолет для обработки поверхности кузова и подвески антикоррозийными составами
Пистолет для обработки поверхности кузова и подвески антикоррозийными составами
На сопло надевается специальная насадка. В зависимости от типа, она отвечает либо за форму и величину факела, либо за поступление антикора по специальным каналам внутрь скрытых полостей. Насадка может иметь разную форму, длину, угол и диаметр. Поэтому распылитель снабжён, как правило, целым набором дополнительных элементов для обработки скрытых и труднодоступных участков и различных полостей в автомобиле.
Распылитель у современных моделей соединён со шлангом, как правило, через штуцер, расположенный на рукоятке.
Пистолеты обычно снабжены несколькими системами регулировки, отвечающими за следующие характеристики:
- подачу антикоррозийного средства;
- подачу воздуха;
- форму и величина пучка антикора.
В процессе работы мастер жмёт на пусковой крючок пистолета, тем самым открывая подачу антикора для обработки автомобиля. Всё современное оборудование изготавливается, как правило, таким образом, что бачок с краской расположен снизу.
 Антикоррозийная обработка кузова специальным пистолетом
Антикоррозийная обработка кузова специальным пистолетом
Разновидности пистолетов
Ввиду того что современная промышленность предлагает автолюбителям очень широкий выбор антикоров, каждый из которых обладает своими характеристиками, оборудование для их нанесения может иметь разные характеристики. Средства имеют различную вязкость, могут быть предназначены для обработки открытых участков или скрытых полостей, иметь разные условия нанесения.
Различают три основных вида пистолетов для антикора:
- для восковых средств;
- для антигравия;
- универсальное оборудование.
Логично, что последний вид наиболее популярен среди тех, кто борется с коррозией в домашних условиях.
Методы антикоррозийной обработки автомобиля
Специалисты различают два основных метода антикоррозийной обработки авто:
Первый способ выбирают, как правило, для скрытых полостей в авто. Здесь используется распылитель с пневмонасосом. Он имеет два канала — один для антикора, другой — для воздуха. Эти 2 потока подаются под давлением, смешиваются при выходе и создают пучок в виде тумана мелких частиц. Для внутренних полостей этот способ подходит идеально — для его реализации используют средства с хорошей текучестью. Туман из мелких частиц хорошо ложится на все участки внутри полостей машины – при этом можно регулировать толщину распыления. Все самые труднодоступные участки таким образом очень эффективно обрабатываются.
Для обработки полостей могут сверлиться дополнительные отверстия. В эти отверстия вводятся насадки, через которые идёт подача материала. Насадки могут быть гибкими и металлическими. Металлические применяются в том случае, если через гибкую ввести средство проблематично. Как уже говорилось выше, для повышения эффективности здесь используются вещества с высокой текучестью. Всё пространство внутри полости заполняется густым облаком. После его оседания на всей поверхности внутри образуется нечто вроде защитной плёнки, которая препятствует возникновению очагов ржавчины.
Второй способ выбирается для напыления материала на внешние участки — для него хорошо подходят густые разновидности антикора. Он под давлением подаётся к форсунке — от величины давления зависит толщина распыления. Оборудование здесь состоит из следующих элементов:
- компрессор;
- насос высокого давления;
- распылитель;
- шланг.
Насос делает давление подачи материала ещё выше. В его конструкцию входят корпус и трубка, из которой вещество подаётся в армированный канал для поступления в распылитель. Такой способ выбирают для кузова, днища и порогов машины. Специалисты рекомендуют выбирать для этих участков антикоррозийные средства высокой вязкости — в этом случае они более эффективны, чем жидкие.
Заключение
Любой владелец автомобиля заинтересован в том, чтобы его машина служила ему как можно дольше. Для этого нужно не только бережно подходить к её эксплуатации, но и обеспечивать своевременное обслуживание и защиту от тех внешних факторов, которые негативно влияют на долговечность.
Коррозия — это фактор, который способен в короткие сроки превратить новый автомобиль в груду ржавого хлама. Поэтому не вызывает сомнения необходимость защиты от коррозии всех узлов вашей машины.
Одним из эффективных способов борьбы с возникновением ржавчины является использование антикоррозийных составов. Для их нанесения используется специальный инструмент — опыт показывает, что простой кисточки будет явно недостаточно. Грамотный выбор оборудования для напыления антикоррозийных материалов — это один из решающих факторов, которые обеспечат долгий срок службы вашего автомобиля.
Какое оборудование нужно для антикоррозийной обработки?
Многие думают, что нанесение антикоррозийного покрытия – это сложный, трудоемкий процесс, требующий использования различного профессионального оборудования, к которому не у каждого есть доступ. На самом деле, подготовить поверхность металла и нанести антикоррозийный состав возможно при помощи подручных средств. Инструменты, которые понадобятся – найдутся в любом хозяйственном магазине.
Но, если у вас есть доступ к профессиональному оборудованию, то оно существенно облегчит вам задачу в подготовке поверхности и нанесении состава для холодного цинкования. Процесс пройдет легче, потребует меньше усилий и займет гораздо меньше времени.
Мы подскажем – какое оборудование сможет вам пригодиться для антикоррозийной обработки.
Пескоструйный аппарат

Пескоструйную очистку так же называют абразивной или абразивоструйной.
Пескоструйный аппарат поможет быстро и качественно подготовить поверхность металла к нанесению – очистить ее от грязи, старых покрытий, появившейся ржавчины и даже окалины.
Аппарат работает при помощи сухой абразивной смеси, которая подается под большим давлением воздуха из специального «пистолета».
В качестве абразива используется просеянный песок и дробь с показателем влажности, не превышающей 2%. Размер отверстий в приспособлении для просеивания песка может составлять от 1 до 1,2 мм.
Воздух под давлением подается по шлангу из компрессорной установки в пескоструйный аппарат, в резервуаре которого происходит его соединение с абразивной массой. Далее соединение выдувается в пистолет аппарата, и с помощью высокого давления подается на рабочую поверхность.
| Внимание! Неосторожная работа с пескоструем может привезти к деформации металлической конструкции. Не рекомендуется применять давление более 4 атмосфер. |
В ходе абразивной обработки насадка для пескоструйной абразивной очистки поверхности деформируется под воздействием песка, расход рабочего диаметра в 1,5-2 часа – это примерно половина срока службы насадки. Так что будьте готовы к частой замене насадке, особенно если у вас большая площадь конструкции.
По завершению абразивной очистки с обработанной поверхности удаляют остатки песка и пыли, путем обдувания простым воздухом. Такую очистку рекомендуется проводить в специальной камере или отдельном помещении, специально приспособленном для подобных работ.
Если вам необходимо соответствовать ГОСТу, то подготовка металлических материалов к окрашиванию регламентируется в ГОСТ 9.402-2004.

В зависимости от поставленной задачи, пескоструйная очистка с помощью мойки высокого давления может осуществляться с применением разных степеней очистки.
Применение поверхностной абразивной обработки деталей из металла и металлических конструкций фасадов, позволяет получить поверхностям средний показатель чистоты. То есть, на обработанных объектах, при визуальном осмотре, все же можно будет обнаружить окалины и пятна.
Глубокая абразивная обработка дает возможностью полностью исключить присутствие на металлических поверхностях, подвергшихся абразивной очистке, даже следы бывшей ржавчины или окалин. В данном случае металлическая поверхность может быть зачищена добела.
Легкая пескоструйная обработка металла позволяет удалить с его поверхности ржавые пятна и отслоившиеся окалины, в результате при поверхностном осмотре объект будет выглядеть сравнительно чистым.
Профессионалы могут проводить с помощью пескоструя и обезжиривание поверхности.
Пескоструйные аппараты бывают нескольких видов: пневмораспылители пескоструйные эжекторного типа, пескоструйные установки эжекторного типа, пескоструйные установки напорного типа и пескоструйные камеры.
Другие способы очистки с помощью оборудования
Также для очистки поверхности металла могут применяться аппараты струйной очистки сжатым воздухом или водой под высоким давлением. Их можно подразделить на несколько видов.
Абразивная струйная очистка сжатым воздухом
Абразивная струйная очистка сжатым воздухом осуществляется при подаче абразива в поток воздуха и направлении образующейся воздушно-абразивной смеси с высокой скоростью из сопла на очищаемую поверхность. Абразив может быть впрыснут в воздушный поток из емкости, находящейся под давлением, или увлечен этим воздушным потоком в процессе всасывания из емкости, не находящейся под давлением. Этим способом очищают поверхности с помощью дробеструйных аппаратов.
Абразивная струйная очистка с вакуумом или всасывающей головкой

Этот метод аналогичен абразивной струйной очистке сжатым воздухом с той разницей, что сопло заключено внутри всасывающей головки, которая герметично закреплена на стальной очищаемой поверхности и служит для сбора отработанного абразива и загрязнений. В качестве альтернативного варианта воздушно-абразивный поток может быть подан на металлическую поверхность при использовании пониженного давления во всасывающей головке, т.е за счет эжекции. Этот метод имеет название вакуум-бластинг.
Абразивная струйная очистка с впрыскиванием влаги
Этот метод аналогичен абразивной струйной очистке сжатым воздухом с той разницей, что в воздушно-абразивный поток добавляют незначительное количество жидкости (обычно чистую пресную воду), что создает метод струйной очистки, при котором не образуется пыли в диапазоне размера взвешенных частиц менее 50 мкм. Расход воды составляет 15-25 л/ч.
Влажная абразивная струйная очистка со сжатым воздухом
Этот метод аналогичен абразивной струйной очистке сжатым воздухом и отличается тем, что в поток добавляют жидкость (обычно чистую, пресную воду). При этом очистка поверхности производится потоком воды, воздуха, абразива. При влажной абразивной очистке используют смесь абразива с водой в соотношении от 1:2 до 1:6.
Суспензионная струйная очистка
Суспензионная струйная очистка заключается в подаче дисперсии мелких абразивных частиц в воде или другой жидкости на очищаемую поверхность.
Струйная очистка жидкостью под давлением
Абразив (или смесь абразивов) вводят в поток жидкости (обычно чистой пресной воды), и этот поток направляют через сопло на очищаемую поверхность. Поток представляет собой, главным образом жидкость, находящуюся под давлением, а количество добавленных абразивов, как правило, меньше, чем в случае влажной абразивной струйной очистки сжатым воздухом.
Этот метод основан на воздействии кинетической энергии высоконапорной водяной струи на обрабатываемую поверхность. При этом струя воды позволяет удалять с поверхности загрязнения и отложения любой физической природы и химического состава: ржавчину, консервационные смазки, лакокрасочные покрытия, битум, смолы, нагар, окалину и т.д. Введение в струю абразива позволяет легко удалять поверхностные слои металла.
Давление воды зависит от типа удаляемых загрязнений, таких как водорастворимые вещества, рыхлая ржавчина и красочные покрытия со слабым сцеплением. Если в процессе очистки использовались поверхностно-активные вещества, необходимо ополаскивание чистой, пресной водой.
Методы водной струйной очистки

Водная струйная очистка может быть высокого давления – от 70 до 170Мпа и сверхвысокого давления – свыше 170Мпа. Гидроструйную очистку при высоком давлении называют «гидро-джеттинг».
- Гидроджеттинг под сверхвысоким давлением (более 170 МПа) применяется для полного удаление всех Пк и ржавчины. Результат сравним с сухим бластингом, но на поверхности после сушки наблюдаются проблески ржавчины.
- Гидроджеттинг под высоким давлением. (70 −170 МПа) позволяет удалить большинство красок и продуктов коррозии. Магнетиты (черные окислы) и прочно держащиеся покрытия могут остаться, хотя они с некоторыми трудностями также поддаются удалению.
- Гидроочистка под средним давлением (35-70 МПа) позволяет удалить непрочно держащиеся краску, ржавчину, загрязнения. Но черный железный оксид (магнетит) останется. Однородная поверхность не может быть получена.
- Гидроочистка под низким давлением (до 35 МПа) позволяет удалить соли, загрязнения, шелушащуюся краску. В основном это промывка поверхности.
- Гидроочистка под низким давлением с применением абразива. 0,6-0,8 МПа. Скорость очистки — 10-16 м²/час в зависимости от удаляемого материала. Позволяет уменьшить расход абразива, пылеобразование, избежать образования искр. Результат сравним с сухим бластингом, но на поверхности после сушки наблюдаются проблески ржавчины.
В настоящее время данные технологии активно используются там, где необходимо быстро, качественно и безопасно выполнить работы по очистке и подготовке поверхности. Такое оборудование многофункционально и позволяет выполнять широкий спектр работ в различных отраслях промышленности.
Агрегаты высокого и сверхвысокого давления представляют собой высоко-эффективное, экологически чистое и энергосберегающее оборудование на базе водоструйных технологий высокого давления. Чистка металлической поверхности высоким и сверхвысоким давлением водяной струи не вызывает нарушений в структуре металла.
Воздействие водяной струи высокого или сверх высокого давления на поверхность можно подразделить на:
- Гидравлическое – однородная струя воды;
- Гидродинамическое – удары струей по поверхности;
- Гидроабразивное – смешанная струя воды и абразива.
Покрасочное оборудование
Кром помощи в очистке поверхности, упростит и ускорит работу покрасочное оборудование. В окраске различных поверхностей используется два типа оборудования: аппараты безвоздушного распыления и пневматические (воздушные) распылители.

Самыми распространенными способами безвоздушной окраски является применение окрасочного пистолета, а так же аппаратов безвоздушного распыления.
Принцип работы способа безвоздушного распыления – применение воздуха, как тормозящей силы, снижающей скорость потока, а распыление краски происходит под большим давлением.
Метод считается более выгодным, чем воздушное распыление, так как экономится краска и меньше загрязняется атмосфера. При таком способе нанесения используется меньше растворителя, а также уменьшается количество слоев, за счет увеличения толщины каждого слоя. Чтобы распылять покрытие таким способом, не нужно долго обучаться, процесс достаточно прост и понятен. В результате покраска происходит быстрее, все вокруг пачкается меньше, а краска экономится.
Оборудование для безвоздушной покраски выгодно применять там, где нужно покрыть большую площадь поверхности. Методика просто незаменима в покраске крупных конструкций промышленных масштабов. Очень часто безвоздушное распыление применяется при антикоррозийной обработке автомобилей, крыш, потолков, стен, фасадов и других конструкций из металла.
Современные аппараты отличаются простотой использования, безопасностью в обслуживании и бесшумной работой. Кроме того, такое оборудование очень мобильно и поэтому легко транспортируется в нужное место. Несмотря на то, что для этого метода используется различные аппараты, все они имеют общий принцип работы и схожую конструкцию, так что вы быстро научитесь работать с любым аппаратом.

Обычно, такой аппарат состоит из: краскопульта, окрасочного безвоздушного сопла, насоса мощностью от 22 до 500 атмосфер и специальных шлангов, рассчитанных на работы под высоким давлением.
Насос в устройствах используется поршневого или мембранного типа, он перекачивает краску по направлению к распылителю. Для работы насоса используется электрический или пневматический мотор, а также бензиновый двигатель – в особо крупных аппаратах. Далее при помощи насоса антикоррозийные составы под высоким давлением проходят через сопло небольшого диаметра. Это приводит к распылению краски по поверхности металла в виде очень мелких частичек. Для человеческого глаза это выглядит, как сплошное, качественное покрытие.
Пневматическое (воздушное) распыление
Пневматическое распыление – самый распространенный вид нанесения различных лакокрасочных материалов. Так как антикоррозийные средства и составы для холодного цинкования схожи по структуре с красками, то пневматическое распыление помогает и тут быстрее и качественнее справится с работой.
Пневматическое распыление подразделяют на несколько видов.
- С подогревом покрасочного материала
Применяется в основном для экономии на растворителях. При нагреве, многие ЛКМ становятся более жидкими и не нуждаются в разбавлении. Однако, такой способ подходит далеко не всем краскам и составам, а только тем, кто не меняет свою структуру при нагревании. Для большинства качественных антикоррозийных покрытий и составов для холодного цинкования этот способ нанесения не подходит, так как не рекомендуется их нагревать.

Пневматические распылители без нагрева ЛКМ подходят для применения практически любых красок и составов. Из минусов этого способа можно назвать большой расход растворителя для разбавления, расход краски на окружающие поверхности. Необходимы условия хорошей вентиляции и система очистки воздуха.
Аппарат пневматического распыления обычно называют установкой, которая состоит из: масловлагоотделителя, централизованной линии сжатого воздуха или передвижного, переносного компрессора, краскопульта, шлангов для подачи краски и сжатого воздуха, красконагнетательного бака с перемешивающим устройством и редуктором. Установки применяются разные, каждая имеет свои плюсы и минусы. Так большие установки массой 140-170 кг обладают большой мощностью и производительностью, а их более компактные варианты мобильнее, меньше весят, но имеют мощность в десятки раз меньше. В любом случае, переносные аппараты всегда выгоднее стационарных.

Если нет возможности или необходимости использовать тяжелое пневматическое оборудование, можно воспользоваться стандартными краскораспылителями.
Краскораспылители так же подразделяют на:
- Высокого давления – от 3 до 6 кгс/см 2 ;
- Низкого давления – 2,5-3 кгс/см 2.
Также краскораспылители бывают внутреннего и наружного смешивания. Подача краски в распылитель может происходить из маленького бачка, прикрепленного прямо к краскопульту, который называют «стаканом», а также может подаваться через шнур из красконагнетательного бака. «Стаканы» выгоднее использовать, если нужно покрывать небольшой или труднодоступный участок, они более мобильны. А большие баки – для больших площадей.

Достаточно новый и пока не очень распространенный способ окрашивания с помощью распыления в поле высокого напряжения. Его суть заключается в переносе в электрическом поле высокого напряжения заряженных частиц краски. Электрическое поле создается между двумя электродами, один из которых – изделие, которое окрашивается, а другой – краскораспылительное коронирующее устройство. Изделие заземляют, а к краскораспылителю подключают высокое напряжение (зачастую отрицательное). Лакокрасочный состав подается к краскораспылителю (на коронирующую кромку), где отрицательно заряжается, и под действием электрических сил распыляется. Поток распыленного лакокрасочного материала направляется к окрашиваемому изделию и осаждается на его поверхности. Электроокрашиванием наносят защитные слои как на металлические, так и на неметаллические поверхности.
Ручные краскораспылители характеризуются достаточно маленькой производительностью, хотя имеют ряд преимуществ: небольшой расход лакокрасочного материала (отсутствие его потерь), возможность окрашивать изделия решетчатой структуры и т.д.
На стационарных установках окрашиваются детали достаточно простой формы: корпуса стиральных машин, кузова автомобилей, корпуса различных приборов, электродвигателей, холодильников и т.п.
Используя перечисленное оборудование, вы сможете сделать антикоррозийную обработку легче, быстрее и качественнее. Но, каждый наш состав для холодного цинкования не нуждается в обязательном использовании сложного оборудования, может быть применен с помощью элементарных инструментов.
На нашем сайте представлены цинкосодержащие грунтовки, которые вы можете наносить всеми перечисленными в статье методами. В том числе, Барьер-Грунт – цинкосодержащий грунт для металла (96% цинка в составе) для антикоррозийной защиты. По своим защитным характеристикам сравним с горячим цинкованием, а также обладает всеми преимуществами лакокрасочных антикоррозионных покрытий.
Есть вопросы по выбору состава? Обращайтесь в представительство в вашем городе:
Противокоррозионная защита кузова
Коррозия — это процесс разрушения металла при его физико-химическом или химическом взаимодействии с окружающей средой.
Кузов автомобиля имеет значительное количество замкнутых (скрытых) полостей, щелей, в которых создаются благоприятные условия для возникновения и развития коррозии, так как они плохо проветриваются и в них скапливается влага. Коррозии подвержены также днище кузова, нижние части дверей, стоек, соединения деталей, в том числе места точечной сварки. Часто и сварные швы не имеют достаточной герметизации и являются очагами ускоренной коррозии.
В целях защиты от коррозии металл кузовов современных автомобилей покрывается односторонним или двухсторонним слоем цинка. Однако во время проведения точечной сварки при изготовлении кузова в местах сварки тонкий слой цинка сгорает, в то же время оголенная сталь образует в местах сварки гальванический элемент с цинком, что приводит к коррозии металла кузова.
Исследования защитной способности заводских покрытий эксперты коррозии автомобилей из института коррозии (Швеция) и практический опыт показывают, что после трех лет эксплуатации следы коррозии можно обнаружить на всех автомобилях, независимо от фирмы производителя. Эти факты свидетельствуют о том, что в процессе эксплуатации автомобиля необходимо проводить противокоррозионную обработку кузова.
Разрушение кузова автомобиля при годичной эксплуатации без осуществления профилактической антикоррозионной защиты может наступить через 4…5 лет.
Факторы, влияющие на скорость коррозии металла под защитным покрытием, многочисленны и разнообразны:
- повреждения дорожными абразивными выбросами
- воздействие воды и соли,
- воздействие продуктов сгорания топлива
- температурные перепады
- периодический характер эксплуатации автомобиля
- контакт разнородных металлов
- и т.д.
Для днищ и кузовов автомобилей опаснейшим фактором является воздействие растворов электролитов, образующихся при растворении в талой и дождевой воде солей и агрессивных газов (продуктов сгорания топлива и деятельности промышленных предприятий, образующих в контакте с водой электролиты).
Установлено, что при прочих равных условиях в городской местности износ днища автомобилей протекает в 3…5 раз быстрее, чем в сельской. В этой связи возникает необходимость в регулярной профилактической антикоррозионной защите автомобиля, которая может быть осуществлена с помощью различных химических средств. Защитные покрытия могут быть использованы как для восстановления старого антикоррозионного покрытия, так и для дополнительного нанесения на соответствующие заводские.
Изолировать металл от доступа кислорода очень трудная задача. Основная концепция систем защиты от коррозии – это изолирование поверхности металла от доступа электролита, например, воды. Для изолирования металлов от внешних воздействий применяют специальные антикоррозионные составы, которые можно условно разделить на три поколения.
- Первое — консервационные, изготовленные на основе загущенных масел с добавками ингибиторов коррозии. На вертикальных поверхностях (двери, пороги) эти материалы держатся недолго. Они стекают вниз, оставляя пленку, нестойкую к механическим воздействиям и проницаемую для паров воды.
- Второе — пленкообразующие ингибированные нефтяные составы (ПИНС), хорошо сцепляющиеся с защищаемым металлом. Воскообразная пленка механически изолирует его от воздействия атмосферы, а ингибиторы блокируют коррозию. Иногда препараты дополнительно содержат модификаторы ржавчины. Они восстанавливают металл, превращая продукты коррозии в дополнительную защитную пленку толщиной около 100 мкм, схожую с грунтом. Некоторые фирмы предлагают составы, в основу которых введен алюминиевый наполнитель. Наполнитель увеличивает ее абразивостойкость и затрудняет проникновение агрессивных ионов (например, хлора) к защищаемому металлу.Кроме того, в последнее время появились препараты с цинковым наполнителем. Его частички, повышая абразивостойкость покрытия, способствуют замедлению электрохимической коррозии. Поскольку электродный потенциал железа больше (положительнее), цинк разрушается вместо стали.
- Третье поколение – материалы, вместо летучих нефтяных растворителей содержащие воду или высокоочищенные масла. Поэтому такие составы не отравляют окружающую среду.
В качестве примера антикоррозионного защитного покрытия можно привести антикоррозионный состав Dinol. Состав, содержит три основных компонента:
- Ингибитор – предназначен для остановки реакции коррозии. Молекулы ингибитора эффективно покрывают поверхность металла и образуют водонепроницаемый слой, а также увеличивают адгезию пленки к поверхности.
- Пленкообразователь – создает механический барьер на поверхности металла от механического воздействия. Он может формировать масляную, восковую или твердую пленку. Первая обладает наименьшей механической прочностью, последняя – наибольшей.
- Третий компонент содержит специальные химические вещества, такие как обезвоживатель и активаторы поверхности, которые активно вытесняют влагу.

Рис. Состав, замедляющий коррозию
Материалы для антикоррозионной обработки кузовов
Рынок материалов для антикоррозионной обработки кузовов представлен многими фирмами производителями. Ниже рассматриваются некоторые из них.
Автоконсервант “Мовиль” используется для обработки скрытых полостей в процессе эксплуатации. Допускается нанесение автоконсерванта на поверхности, ранее покрытые маслами, а также на ржавую поверхность. Рекомендуется обрабатывать полости через каждые два года. Недостатком автоконсерванта «Мовиль» является его непригодность использования для открытых мест кузова и слабая проникаемость в ржавчину.
Разработчики современных технологий предлагают материалы, которые позволят снизить число последовательных операций и применять меньшее число химических продуктов. Шведская фирма AUSON АВ рекомендует для применения 11 типов материалов «Noxudol», каждый из которых для определенных частей и узлов автомобиля сочетает в себе свойства грунтовки и лакокрасочного покрытия. Так, например, Noxudol 900 — композиция, формирующая жесткие и стойкие к механическим воздействиям покрытия, рекомендуется для нанесения на днища кузовов и колесные арки, где особенно ощутимо влияние дорожных абразивных выбросов. Напротив, Noxudol 750 – воскообразный мягкий материал с высокой проникающей способностью и рекомендуется для изоляции закрытых полостей автомобиля внутри порогов, лонжеронов, стоек. Аналогичные предложения поступают от другой шведской фирмы — «Dinol», выпускающей материалы «Dinitrol». Интерес представляет антикоррозионный материал Dinitrol 4942 RAL «Titan», который основан на восковых компонентах, но дополнительно содержит 20% диспергированного алюминия, что резко повышает устойчивость покрытия не только к антикоррозионному, но и к абразивному износу.
НП 000 «Алкид» (Беларусь) для надежной защиты от коррозии предлагает использовать в комплексе антикоры «Аутокрин» и «Ауокрин-177». Антикор «Аутокрин» обладает высокой эластичностью и механической прочностью и используется для нанесения грунтовочного слоя, обеспечивающего надежную защиту всех подверженных воздействию коррозии деталей и узлов автомобиля; «Аутокрин-177» обладает высокой адгезией к различным материалам, отличной эластичностью и прочностью, наносится вторым слоем, обеспечивающим дополнительную защиту обрабатываемой поверхности.
Защитное пленочное покрытие НГ-216Б используется для покрытия узлов и частей автомобиля под кузовом на период транспортирования.
Пластизоль Д-11А применяется для защиты днища кузова от коррозии, абразивного износа и для шумоизоляции новых автомобилей. Толщина покрытия 1,0-1,5 мм.
Мастика противошумная битумная БПМ-1 используется для защиты от коррозии днища кузова в процессе эксплуатации автомобиля. Мастика наносится слоем толщиной 1,0-1,5 мм. Она хорошо снижает шум, но не обладает достаточными противокоррозионными свойствами и не может длительное время противостоять растворам солей, абразивам и другим веществам.
Более качественны мастики Tectyl и Dinitrol, изготавливаемые на восково-олифитической основе, не растрескиваются и не затвердевают в процессе старения, что выгодно отличает их от мастик на битумно-полимерной основе и очень важно при термодинамической и физической подвижности железа кузова.
Пластизоль Д-4А применяется для герметизации сварных швов и стыков деталей на внешних и внутренних поверхностях кузова.
Невысыхающая мастика 51-Г-7 используется для герметизации сочленений кузова, угловых стыков и зазоров.
Нанесение противокоррозионных составов
Противокоррозионные составы необходимо наносить равномерно, они не должны содержать пор. Для их нанесения в скрытых полостях кузова используют пистолет КРУ-1 со специальным упругим трубчатым пластмассовым удлинителем, который одним концом подсоединяется к пневмопистолету с помощью накидной гайки, а на другом конце имеет форсунку, создающая факел распыла. За счет своей упругости удлинитель обеспечивает проникновение распыливающей форсунки в труднодоступные места кузова.
Противокоррозионный состав наносится на поверхности путем воздушного или безвоздушного распыления. При воздушном распылении требуется сжатый воздух под давлением 0,3-0,4 МПа (3-4 кгс/см2), который подается в пистолет-краскораспылитель с бачком и далее в распыливающую форсунку. Лучшее качество покрытия достигается при безвоздушном распылении под давлением до 16 МПа (160 кгс/см2), которое позволяет распылять материалы значительной вязкости.
Кузов автомобиля имеет скрытые полости различной конфигурации и размера, расположенные в различных местах. Соответственно, в этих полостях различный микроклимат — влажность, температура, концентрация электролита. Некоторые участки кузова благодаря более жёсткому микроклимату более подвержены коррозии. Такие участки называются критическими. Примерами таких участков служат полости с обилием микрозазоров. Чем ниже они расположены и чем ближе к моторному отсеку, тем выше скорость коррозии.
Для автомобиля критическими являются следующие участки:
- пороги
- сварные швы
- ниши наружных световых приборов
- колёсные арки
- крылья
- полости лонжеронов и поперечин кузова
- полости дверей, капота и багажника
- стойки кузова
- детали крепления подвески
В процессе эксплуатации автомобиля требуется проверка состояния противокоррозионного покрытия, а в случае необходимости – дополнительная защита, особенно скрытых полостей, путем нанесения специальных противокоррозионных составов, а соединений деталей – нанесением уплотнительных мастик.
На каждый конкретный автомобиль имеется карта-схема противокоррозионной обработки. На карте-схеме обработки имеются четкие указания по местам сверления, какие детали необходимо демонтировать, где наносить соответствующий продукт и какую насадку использовать. Перед началом подготовки автомобиля необходимо закрыть каталитический нейтрализатор и его датчики. Не допускается попадание продукта на тепловой экран нейтрализатора. Перед подъемом автомобиля для сушки необходимо просверлить все отверстия в коробах, порогах, дверях и т.д., предназначенные для обработки скрытых полостей.
Если автомобиль имеет шумоизоляционные накладки в дверях, необходимо проверить, чтобы они не касались других механизмов во время обработки. В противном случае это может вызвать неисправность в механизме электростеклоподъемника или центрального замка.
Для введения противокоррозионных составов в скрытые полости заводом-изготовителем предусматриваются технологические отверстия или проемы, через которые можно пропускать наконечники пистолетов с удлинительными шлангами.
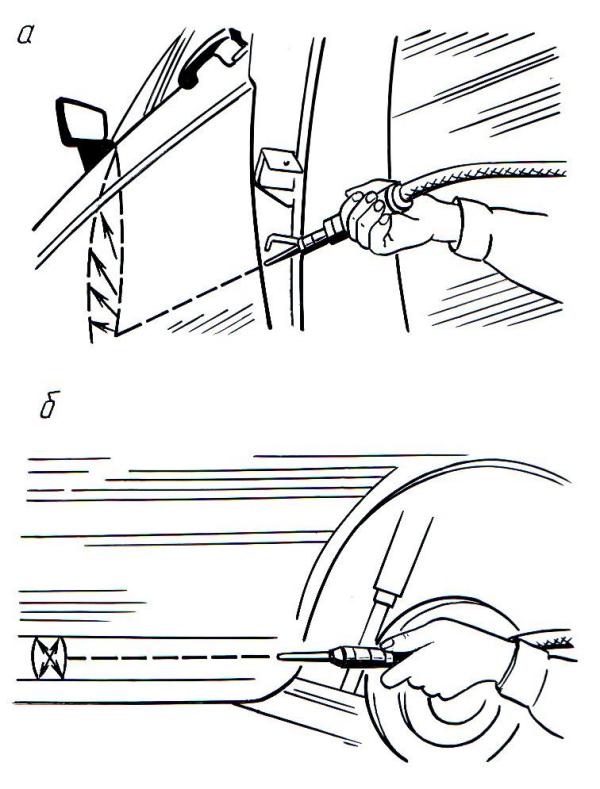
Рис. Обработка скрытых полостей кузова:
а – передней внутренней части двери; б – порогов (струя с сектором распыления 360″)
При отсутствии таких отверстий в отдельных элементах кузова просверливают отверстия сверлом с центровкой диаметром не более 12 мм, которые обеспечивают необходимый доступ. При сверлении важно правильно выбирать скорость вращения, в противном случае можно вывести сверло из строя. Рекомендуется использовать дрели с малой частотой вращения, максимум на 1000 об/мин. Необходимо быть очень внимательными при сверлении автомобилей с дополнительным оборудованием, например, с центральным замком или боковыми подушками безопасности.
В каждой скрытой полости, не имеющей отверстий, сверлится, по меньшей мере, одно отверстие. Оно должно располагаться в самой нижней точке полости, чтобы обеспечить надлежащий дренаж излишков материала.
После введения состава отверстия закрывают резиновыми заглушками. Особое внимание при эксплуатации автомобиля следует обращать на целостность защитного покрытия на днище кузова, которое подвержено более интенсивным внешним воздействиям, а, следовательно, и коррозии.
Подготовка и противокоррозионная обработка скрытых полостей
Вследствие необходимости сложного технологического оборудования и требования высококачественного проведения работ рекомендуется обработку скрытых полостей выполнять на предприятиях автосервиса. Порядок выполнения операций для защиты скрытых полостей от коррозии следующий:
- устанавливают автомобиль на подъемник, снимают детали и обивку, препятствующие доступу в скрытые полости
- промывают водой с температурой 40…50 «С через технологические и дренажные отверстия скрытые полости, низ кузова и арки задних колес (промывать скрытые полости необходимо до тех пор, пока из отверстия не будет вытекать чистая вода, при этом стекла дверей должны быть подняты)
- удаляют попавшую в салон и багажник влагу, продувают сжатым воздухом все скрытые полости и места нанесения противокоррозионных составов
- перегоняют автомобиль в камеру для нанесения противокоррозионного состава и ставят на подъемник, наносят распылением противокоррозионный состав в местах, указанных на рисунках
- опускают автомобиль с подъемника, очищают от загрязнений лицевые поверхности кузова ветошью, смоченной в уайт-спирите
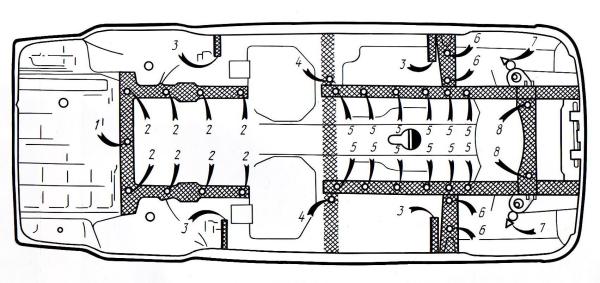
Рис. Скрытые полости кузова (вид снизу):
1 – поперечина пола задка; 2 – задние лонжероны; 3 – кронштейны домкрата; 4 – средняя поперечина пола; 5 – передние лонжероны пола; 6 – усилители лонжеронов; 7 – кронштейны буферов передней подвески; 8 – поперечина передней подвески двигателя
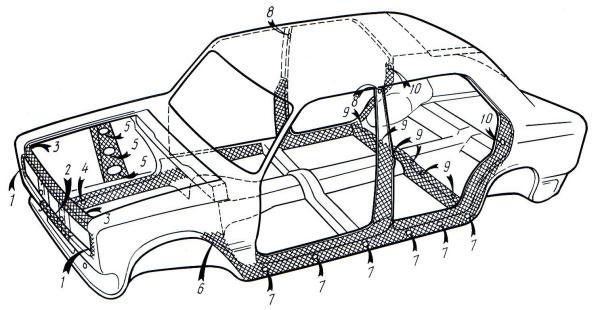
Рис. Скрытые полости кузова (вид слева):
1 – кожухи фар; 2 – нижняя поперечина передка; 3 – верхняя поперечина передка; 4 – передние лонжероны; 5 – стойки брызговиков; 6 – полости под передними крыльями; 7 – внутренние и наружные пороги дверей; 8 – центральные стойки; 9 – задняя поперечина пола; 10 – задние стойки
Восстановление противокоррозионного и противошумного покрытия днища кузова и арок колес
В процессе эксплуатации автомобиля покрытие на днище кузова подвергается воздействию гравия, песка, соли, влаги, в результате чего мастика и грунтовка повреждаются и стираются. Оголенный металл подвергается коррозии.
На автозаводе на нижнюю поверхность основания кузова, арку колес и лонжероны для шумоизоляции и защиты от коррозии и абразивного износа наносится слой полихлорвинилового пластиката марки Д-11А толщиной 1,0-1,2 мм по эпоксидной грунтовке ЭФ-083.
При повреждениях слоя пластиката без нарушения слоя грунтовки поврежденные участки очищают от грязи, обезжиривают и на сухую поверхность безвоздушным распылением или кистью наносят пластизоль. Сушат пластизоль при температуре 130 «С в течение 30 мин. Ввиду значительной сложности нагрева покрытия кузова до высокой температуры и необходимости полной разборки автомобиля допускается восстановление покрытия нанесением противошумной мастики БПМ-1, сушка которой может проходить в естественных условиях.
Перед восстановлением покрытия автомобиль устанавливают на подъемник, тщательно осматривают низ кузова и выявляют дефекты покрытия. Очищают низ кузова от грязи, удаляют ржавчину шпателем, шкуркой или преобразователем ржавчины. Обдувают низ кузова сжатым воздухом. Затем устанавливают автомобиль на подъемник в камеру для нанесения мастики и снимают колеса. Закрывают барабаны и диски тормозов защитными кожухами, изолируют плотной бумагой и клейкой лентой карданную передачу, глушители, тросы и части кузова, не подлежащие обработке мастикой. Ветошью, смоченной в уайт-спирите, обезжиривают зачищенные до металла места, наносят на них распылением или кистью грунтовку ГФ-073 и дают подсохнуть в течение 5-10 мин. Затем наносят на дефектные места распылением или вручную (кистью либо шпателем) мастику БПМ-1 слоем толщиной 1,0-1,5 мм. Попадание мастики на соседние участки, не имеющие повреждений, должно быть минимальным. В холодное время года мастику перед употреблением выдерживают в теплом помещении. В случае загрязнения мастики ее разбавляют ксилолом (не более 3 %).
Лакокрасочное покрытие на лицевых панелях при загрязнении мастикой очищают ветошью, смоченной в уайт-спирите. Сушат мастику при температуре 18-20 «С не менее 24 ч. Для ускорения сушки выдерживают покрытие при температуре 100-110 «С в течение 30 мин.
Communities › Кулибин Club › Blog › Инструменты: Мовильник скрытых полостей

Для обработки порогов изнутри как то приобрел вот такой пистолет


выкручиваем его середину,

ничего от него не выкидываем, все устройство его работы останется неизменным. вместо раструба в крутил трубочку со штуцером от купленного ранее пистолета (думаю можно и шланг огнетушителя родной можно нарастить, ну у меня его не было)


и сверлим отверстие






давление то конечно большое там не нужно, а то расход и так большой, а так два раза нажать и балон пустой. я подавал примерно 2.5 очка.
одеваем трубочку от того же пистолета, при желании ее можно заменить на любую другую длинную.




Recommendations
FakeHeader
Comments 65

спросить хочу ! гайку приваривали полуавтоматом или простой сваркой ?

значит я не одна про эакую реализацию думаю. Но наконечник надо другой, да


Классно. Если не против украду в группу в ВК, что бы не забыть потом.

а я таким образом в масты коробки масло заливаю только шланг по длиньше и кран .
есть для таких дел отдельная штука по тому же принципу

А что заливаете в пороги
я всегда мовиль с пушсалом смешивал и заливал.

А вот если не дорабатывать напильником, есть камбинация уже готовая как Вы говорите, или все же нужно будет и мне огнетушитель корячить? Тож хочу че нить залить в полости)))

Вай полезный пост! Шлю тебе тысчу лайков. Как раз думаю над антикором и пистолем и огнетушитель есть!

Отличная идея. На заметку .


Отличная идея! Спасибо за пост. В принцыпи можно и без сварки обойтись купил сосок для бескамерки и тож самое накачал воздух даже обычным компрессором, это если как у меня нету стационарного компрессора

Я так себе промывалку для радиаторов водогрея сделал))

в принципе довольно неплохо, мне нравится

хорошая идея можно нагнетатель сделать для замены масла в кпп и редукторах. сверху приварить резьбу под пробку для залива масла а в крышку вставить нипель от колеса (бескамерного)
уже делается. черновой вариант на скорую руку делал. не помню суда выкладывал или нет а в блоге личном есть


нормальная идея, возьмем на заметку

Россию не победить ))) +


я бы огнетушитель по меньше взял

Я делал точно такой же, только из пластмассового огнетушителя. И такой же распылитель был))) Прикольно!
![]()
сколь атм удержит баллон? есть такой же, хочу на рессивер пустить.
балончик из под спрей краски пот 20 атм держит… так что думаю этот не меньше. а если огняк был углекислотный то очень много…

Рабочее давление ОП 14Атм но при разных температурных режимах оно колеблется. У меня ОП 10 стоит за место ресивера для сигнала воздушного. Кому интересно в бж есть отчет.
сколь атм удержит баллон? есть такой же, хочу на рессивер пустить.
там на фото манометр родной стоит на нем прекрасно видно
![]()
получаеца 8 атм на фото? ахренеть!

сколь атм удержит баллон? есть такой же, хочу на рессивер пустить.
Там на манометре предел 24 бара, столько думаю и удержит.

сколь атм удержит баллон? есть такой же, хочу на рессивер пустить.
Рессивер из углекислотного можно, из порошкового лучше не пробуй…

тоже делал на базе огнетушителя, только совсем по другому .
там где родной клапан, вварил дюймовую трубу и накрутил заглушку, это для заливки жижи.
вставил два соска об бескамерки, один с верху другой с низу.
на верхний подходит воздух, с нижнего идет жижа. в нижнем стоит мелкий(пневматический) кран который регулирует расход жижи. у верхнего соска тройник. с одного входа продувочный пистолет, другой выход на емкость, а третий также на кран.
с обоих кранов идут тонкие трубки.
по одной идет воздух, по другой жижа.
обе трубки в термоусадке(как одна) на конце они соединяются и стоит распылитель.
кранами отлично регулируется как подача жижи так и воздуха.
распыляет изумительно, как из пульверизатора взвесь выходит.
правда я не использую подогрев(я считаю что жижа попав на поверхность должна какоето время оставаться жидкой чтоб оставалась текучесть и она могла забраться в разные полости и трещинки.
но распылять может составы по консистенции близкие к литолу.

столько пичатал напрягался — лучше бы отчет с картинками отдельный оформил
у меня прав нет. это профиль надо заполнять. лень.
а так разве не понятно описал?
с картинками всегда лучше

Я лет 9 назад делал себе приспособу для обработки машин.Только на базе НШ5. Бак подогревался ТЭНом и насос стоял внутри него.Привод был от электродвигателя. Жижа циркулировала по кругу в шлангах. На конце стоял трёх ходовой кран и штанга с конусным распылителем.При закрытии крана циркуляция прерывалась и напор шёл в штангу. Размер факела распыла регулировался выкручиванием-закручиванием конуса. Только шланги нужно использовать что то наподобие дюритовых. У меня кислородные недолго прожили. Немного ошпарися продуктом обработки и забросил всё к чертям. Так и валяется до сих пор в смотровой яме. Вот как то так.
Антикор скрытых полостей автомобиля: как сделать, чем лучше обработать?
 В данной статье мы рассмотрим, где находятся скрытые полости автомобиля, как обработать их от коррозии и какие средства для этого использовать. Вы узнаете, как сделать антикор скрытых полостей своими руками, либо на что обратить внимание при заказе услуги в автосервисе.
В данной статье мы рассмотрим, где находятся скрытые полости автомобиля, как обработать их от коррозии и какие средства для этого использовать. Вы узнаете, как сделать антикор скрытых полостей своими руками, либо на что обратить внимание при заказе услуги в автосервисе.
Почему возникает коррозия?
В процессе эксплуатации кузов автомобиля подвергается воздействию нескольких видов коррозии, наиболее опасной из которых является электрохимическая. Она возникает при взаимодействии влаги с металлом кузова. Различные виды загрязнений, присутствующие в атмосфере и на поверхности дорог, противогололедные реагенты в зимний период – все это превращает влагу в электролит, в котором протекают электрохимические процессы, приводящие к коррозии металла.
Наиболее уязвимы для коррозии скрытые полости кузова. Если на открытых поверхностях влага быстро высыхает, то в скрытых полостях она остается постоянно, постепенно разъедая металл. Поэтому при антикоррозийной обработке автомобиля необходимо тщательно обработать все скрытые полости, к которым относятся замкнутые элементы кузова:
- пороги;
- лонжероны;
- стойки кузова;
- поперечины и усилители днища;
- места под молдингами и накладками;
- усилители моторного отсека.
Кроме того, на автомобиле много полостей, закрытых обшивкой и накладками:
- усилители капота;
- усилители крышки багажника;
- пространство между арками колес и крыльями;
- карманы дверей;
- места установки фар.
У многих производителей автомобилей разработаны технологические карты обработки скрытых полостей, с указанием мест их нахождения и способов доступа.
Процесс антикоррозийной обработки

Антикоррозийная обработка скрытых полостей кузова автомобиля производится ML-методом с использованием специального оборудования – пистолета-распылителя с различными насадками.
Антикоррозийный препарат наносится через технологические или специально просверленные отверстия. Подающийся под давлением состав образует внутри обрабатываемой детали туман, который осаждается на стенках полости, образуя пленку. Обработку производят до тех пор, пока из отверстия не появятся несколько капель препарата.
При антикоррозийной обработке скрытых полостей кузова для каждого элемента используются наиболее подходящие насадки для пистолета-распылителя:
- круглые;
- с вращающейся головкой;
- щелевые.
Желательно не эксплуатировать автомобиль в первые сутки после антикоррозийной обработки, чтобы нанесенные препараты окончательно просохли и имели хорошее сцепление с металлом кузова.
Материалы для антикора скрытых полостей

Производителями антикоррозийных материалов разработаны различные ML-препараты на основе высокоочищенных масел с добавлением воска. Качественный антикор для скрытых полостей автомобиля может содержать до 200 различных компонентов, обеспечивающих полную защиту скрытых полостей от коррозии.
Если вы выбираете, чем лучше обработать скрытые полости автомобиля от коррозии, обратите внимание, что материалы должны обладать следующими свойствами:
- образовывать эластичную пленку на поверхности полости;
- содержать замедлители коррозии;
- высокую адгезию к металлу;
- обладать хорошей проникающей способностью в образовавшуюся ржавчину;
- иметь высокую проникающую способность в трещины и микрозазоры;
- вытеснять воду с поверхности металла;
- не иметь резкого устойчивого запаха.
Мы в техцентре RB Group используем для обработки скрытых полостей средства шведской фирмы Auson AB – Mercasol и Noxudol. Данные материалы разработаны для эксплуатации автомобиля в тяжелых условиях, прошли полный цикл лабораторных испытаний в солевом тумане в течение 2500 часов и показали высокую эффективность.
Препараты Mercasol
Легкие препараты Mercasol созданы на восковой основе с использованием органических растворителей, что делает их экологически безопасными. Обладают высокой проникающей способностью, полностью заполняют все микротрещины и возможные дефекты в сварных швах.
Наличие грамотно подобранных ингибиторов останавливает процесс коррозии (если она уже появилась), а высокая пластичность препаратов Mercasol позволяет полностью заполнить всю скрытую полость любой конфигурации.
Антикоррозийная обработка скрытых полостей автомобиля материалами Mercasol производится методом распыления под давлением, с использованием специального оборудования или аэрозолями в евробаллонах. Оптимальная толщина покрытия составляет 100 микрон.
Препараты Noxudol
Материалы Noxudol, как и Mercasol, имеют восковую основу, но выпускаются в двух вариантах – с применением органических растворителей и безрастворительные. Оба вида имеют в своем составе ингибиторы коррозии, но безрастворительные препараты Noxudol обладают более высокой текучестью, что позволяет более тщательно заполнить микротрещины и очагов начавшейся коррозии.
Предназначенные для антикоррозийной обработки скрытых полостей автомобиля материалы Noxudol содержат специальные антикатализаторы, препятствующими полному отвердеванию, поэтому препараты Noxudol остаются пластичными и хорошо держатся на стенках полостей в любых условиях эксплуатации автомобиля. Обработка автомобиля этими препаратами производится распылением под давлением с помощью специального оборудования. Предварительно безрастворительные материалы Noxudol необходимо подогреть до 30°С.
Препараты Mercasol и Noxudol для антикоррозийной обработки скрытых полостей автомобиля эффективно защищают поверхность от коррозии и при этом являются одними из самых экологичных материалов на сегодняшний день.

